Как соединить между собой медные шины
Соединение шин болтами и сваркой
Соединение шин болтами. Проводники прямоугольного сечения соединяют между собой с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов небольшого сечения, а не одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Несколько параллельных шин фазы соединяют между собой путем укладки их в переплет, а не попарно, так как в последнем случае контактная поверхность получается значительно меньшей, а переходное сопротивление большим. При прохождении электрического тока контактные соединения нагреваются и как следствие, расширяются. Особенно значительный нагрев и расширение происходят при коротком замыкании. Расширение не одинаково по всему соединению, так как его детали имеют разные коэффициенты линейного расширения. Болты соединений медных и алюминиевых шин работают в неблагоприятных условиях, поскольку коэффициент линейного расширения стального болта меньше, чем медной или алюминиевой шины, кроме того, болты при коротком замыкании всегда нагреваются значительно меньше, чем шины. В режиме короткого замыкания на болты действуют дополнительные силы, которые, складываясь с силой затяжки болта, могут привести к остаточным деформациям и ослаблению контактного соединения при понижении температуры. Чем больше толщина пакета шин, тем больше механические напряжения возникают в стягивающих болтах. Эти напряжения могут быть снижены, если под головки болтов (гаек) установить тарельчатые пружины.
Тарельчатые пружины электротехнического назначения изготовляют (по ГОСТ 17279-71) двух типов: Ш – для поддержания контактного давления в соединениях шин; К – для поддержания контактного давления в соединениях кабельных наконечников с выводами электрооборудования, имеющими уменьшенную контактную поверхность по сравнению с шинами.
Допускается вместо тарельчатых пружин устанавливать со стороны алюминия утолщенную шайбу под головку болта или под гайку также для снижения напряжения. Длина перекрытия (нахлеста) соединяемых элементов в контактном соединении при одном или четырех болтах редко превышает ширину шины, а при двух болтах составляет от 1,5 до 2 размеров ширины шины.
Уменьшение переходного сопротивления соединения достигается повышением контактного давления и понижением его жесткости. Для уменьшения жесткости контактного соединения на шинах делают продольные разрезы шириной 3 … 4 мм и длиной 50 мм.
Болты в соединении выбирают в зависимости от удельных давлений между контактными поверхностями, кажущейся плотности тока и допустимых растягивающих усилий для болтов. Рекомендуемые удельные давления в КС для различных материалов контактных соединений приведены ниже в табл. 2.1.
Длину болтов подбирают такой, чтобы после сборки и затяжки соединений оставалось не менее двух ниток свободной резьбы. Затяжку болтов КС производят гаечным ключом, обеспечивая значения нужных крутящих моментов, приведенные в табл. 2.2. Соединение алюминиевых шин с шинами из меди или алюминиевых сплавов толщиной 4 мм, а также медных или стальных шин толщиной 6 мм допускается производить болтами М6 длиной 16 мм или М8 длиной 20 мм.
| | | следующая лекция ==> | |
| Соединение и оконцевание проводов пайкой | | | Подсоединение проводов к выводам машин и аппаратов |
Дата добавления: 2017-04-20 ; просмотров: 1227 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник: helpiks.org
Болтовые контактные соединения
 Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединение между собой проводников прямоугольного сечения выполняется с помощью болтов, шпилек или сжимов. Число болтов определяется размерами шин. Силу сжатия контактных поверхностей целесообразнее обеспечивать применением нескольких болтов меньшего сечения, чем одного болта большего сечения, так как в первом случае количество контактных пятен получается больше. В результате переходное сопротивление соединения уменьшается и происходит более равномерное распределение тока по контактной площади. Плоские и штыревые контактные выводы электротехнических устройств выполняют согласно ГОСТ 21242-75.
Соединения нескольких параллельных шин фазы между собой выполняют путем укладки их в переплет, а не попарно, так как в последнем случае контактная поверхность получается значительно меньшей, а переходное сопротивление — большим.
При прохождении электрического тока детали контактного соединения нагреваются и вследствие нагрева расширяются. Особенно значительный нагрев и расширение происходят при коротком замыкании. Расширение не одинаково по всему контактному соединению, так как его детали имеют разные коэффициенты линейного расширения.
Болты соединений медных и алюминиевых шин работают в неблагоприятных условиях, поскольку коэффициент линейного расширения стального болта меньше, чем медной или алюминиевой шины: кроме того, болты при коротком замыкании всегда нагреваются значительно меньше, чем шины.
В режиме короткого замыкания на болты действуют дополнительные силы, которые, складываясь с силой затяжки болта, могут привести к остаточным деформациям и ослаблению контактного соединения при понижении температуры. Чем больше толщина пакета шин, тем большие механические напряжения возникают в стягивающих болтах. Эти напряжения могут быть снижены применением тарельчатых пружин.
Тарельчатые пружины электротехнического назначения изготавливаются по ГОСТ 17279-71 двух типов:
— Ш— пружины для поддержания контактного давления в соединениях шин,
— К — пружины для поддержания контактного давления в соединениях кабельных наконечников с выводами электрооборудования, имеющими уменьшенную контактную плоскость по сравнению с шинами
Основные параметры пружин приведены на рис.1.
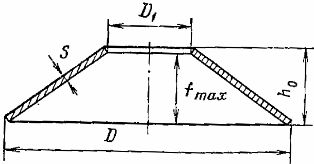
Рис. 1. Тарельчатая пружина.
Допускается выполнять соединения без применения тарельчатых пружин, но с установкой со стороны алюминия утолщенной шайбы под головку болта или под гайку. Размеры нормальных (ГОСТ 11371-78) и увеличенных (ГОСТ 6958-78) шайб приведены в справочных таблицах.
Длина перекрытия (нахлеста) соединяемых элементов в контактном соединении при одном или четырех болтах редко превышает ширину шины, а при двух болтах составляет от 1,5 до 2 размеров ширины шины.
Уменьшение переходного сопротивления контактного соединения достигается повышением давления и понижением жесткости.
Рис 2. Контактное соединение шин с продольным разрезом.
Для уменьшения жесткости контактного соединения на шинах делают продольные разрезы шириной 3— 4 мм, длиной 50 мм (рис. 2).
Болты в соединении выбирают, исходя из требующихся удельных давлений между контактными поверхностями кажущейся плотности тока и допустимых растягивающих усилий для болтов. Рекомендуемые удельные давления в контактных соединениях, МПа, в зависимости от материала контактного соединения приведены ниже.
Медь луженая — 0,5 — 10,0
Медь, латунь, бронза нелуженые — 0,6- 12,0
Сталь луженая — 10,0 — 15,0
Сталь нелуженая — 60,0
Длина болтов выбирается таким образом, чтобы после сборки и затяжки соединений оставалось не менее двух ниток свободной резьбы.
Затяжку болтов контактных соединений производят гаечным ключом, обеспечивая значения крутящих моментов, приведенные в справочных таблицах.
Затяжку болтов на соединениях с тарельчатыми пружинами производят в два приема. Вначале болт затягивают до полного сжатия тарельчатой пружины, затем соединение ослабляют поворотом ключа в обратную сторону на 1/4 оборота для болтов Мб и М12 и на 1/6 оборота для остальных болтов.
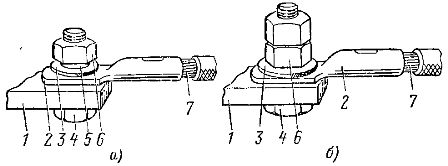
Рис. 3. Соединение медной жилы с плоским выводом из меди или сплава алюминия: а — для болтов до М8, б — для всех размеров болтов, 1 — вывод, 2 — наконечник, 3 — шайба, 4 — болт, 5 — шайба пружинная, 6 — гайка, 7 — жила.
Присоединение плоских проводников к плоским выводам из меди или алюминиевого сплава (рис. 3) производится с помощью стальных болтов (ГОСТ 7798-70), гаек (ГОСТ 5915-70) и шайб (ГОСТ 11371-78), а к выводам из алюминия — с применением средств стабилизации контактного давления: тарельчатых пружин или крепежных изделий из медных или алюминиевых сплавов с коэффициентом линейного расширения (18—21) х 10-6 °С-1 (рис. 4).
При сборке соединения с тарельчатыми пружинами со стороны алюминиевого вывода ставят увеличенную, а со стороны медной лапки наконечника — нормальную шайбу. В соединениях с тарельчатыми пружинами контргайки не применяют.
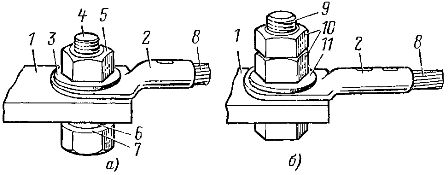
Рис. 4. Соединение медной жилы с плоским выводом из алюминия: а — с применением тарельчатых пружин, б — с применением крепежных деталей из цветных металлов, 1 — вывод, 2 — медный наконечник, 3 — шайба пружинная, 4 — болт стальной, 5 — гайка стальная, 6 — шайба стальная увеличенная, 7 — пружина тарельчатая, 8 — жила медная, 9 — болт из цветного металла, 10 — гайка из цветного металла, 11 — шайба из цветного металла.
Если тарельчатые пружины или болты и гайки из цветных металлов необходимых размеров отсутствуют подсоединение можно выполнять с применением увеличенной шайбы при условии, что переходное сопротивление и температура нагрева соединения окажутся в заданных пределах.
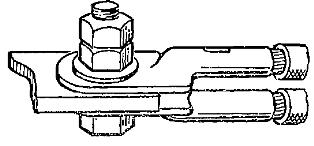
Рис. 5. Присоединение двух наконечников к плоскому выводу.
В тех случаях, когда контактные соединения эксплуатируется в помещении с относительной влажностью более 80% и температурой не ниже 20°С или в химически активной среде, оно выполняется с помощью переходных медно-алюминиевых пластин. Непосредственное соединение медной жилы с алюминиевым выводом может выполняться в том случае, когда алюминиевый вывод имеет защитное металлопокрытие.
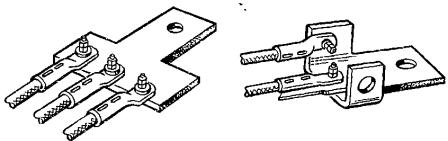
Рис. 6. Переходные детали для подключения к выводам более двух наконечников.
При выполнении подсоединения, к плоскому выводу двух жил кабеля наконечники следует располагать по обеим сторонам плоского зажима (рис. 5) для того, чтобы обеспечить наименьшее переходное сопротивление и сохранить более равномерное токораспределение. Если к выводу нужно подсоединить более двух наконечников или отверстие вывода не соответствует отверстию наконечника, используют переходные детали. К переходной детали наконечники подсоединяются симметрично (рис. 6).
Присоединение плоских медных проводников и наконечников к штыревым контактным выводам оборудования выполняется при помощи стандартных гаек из меди и ее сплавов. Соединения при номинальных токах до 30 А выполняют с помощью стальных гаек, покрытых оловом, никелем или кадмием.
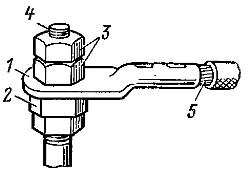
Рис. 7. Присоединение наконечника к штыревому выводу: 1 — наконечник, 2 — гайка медная увеличенная, 3 — гайки стальные, 4 — штыревой вывод, 5 — жила.
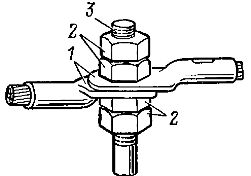
Рис. 8. Соединение двух наконечников со штыревым выводом: 1 — наконечники, 2— гайки, 3— штыревой вывод.
Алюминиевые плоские проводники при токах до 250 А присоединяются так же, как медные, а при токах от 250 до 400 А для присоединения применяют увеличенные упорные гайки (рис. 7).
Присоединение двух наконечников к штыревому выводу (рис. 8) необходимо выполнять симметрично, а при подсоединении более двух наконечников используют переходные детали.
При токах более 400 А следует использовать медно-алюминиевые наконечники или армировать (плакировать) концы шин.
Подсоединение круглых проводников к плоским и штыревым выводам производится после формирования их в виде кольца с помощью шайб-звездочек. Лапки шайб-звездочек при закручивании винта или гайки не должны касаться поверхности вывода или упорной гайки, чтобы колечко жилы было надежно прижато к зажиму.
Кольцо провода укладывается под головку болта или гайки так, чтобы оно при закручивании болтов или гаек не выдавливалось из-под них (рис. 9). В тех случаях, когда алюминиевая однопроволочная жила оконцована кольцевым наконечником (пистоном), шайба-звездочка не применяется.
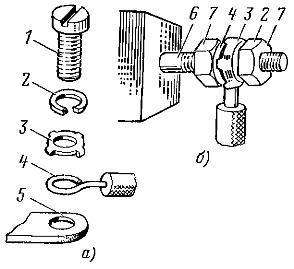
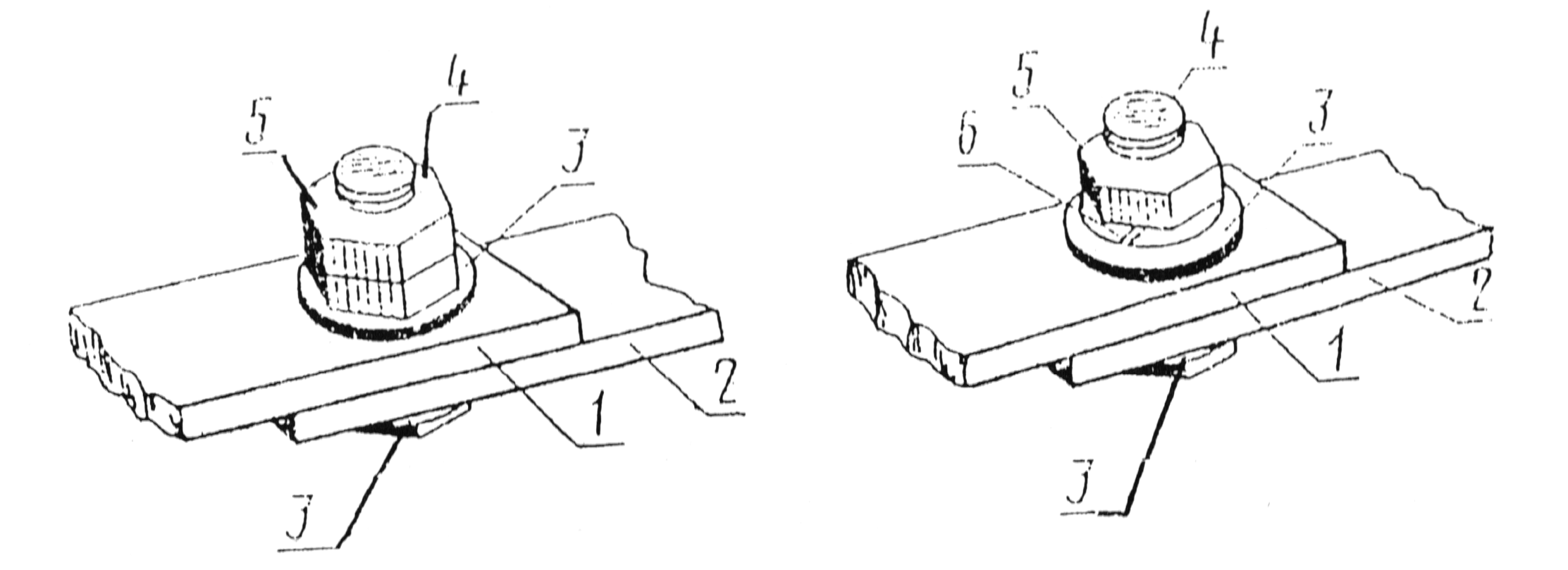
Рис. 9. Соединение алюминиевой жилы сечением до 10 мм2 с выводами: а — плоским, б — штыревым, 1 — винт, 2 — шайба пружинная, 3 — шайба-звездочка, 4 — жила, изогнутая в кольцо, 5 — зажим плоский, 6 — штыревой вывод, 7 — гайка.
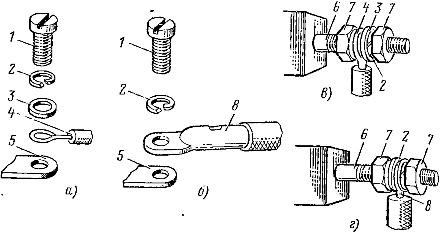
Рис. 10. Соединение медной жилы сечением до 10 мм2 с выводами: а, б — плоским, в, г — штыревым, 1 — винт, 2 — шайба пружинная, 3— шайба, 4 — однопроволочная жила, изогнутая в кольцо, 5 — плоский зажим, 6 — штыревой зажим, 7 — гайка, 8 — жила, оконцоваииая плоским или кольцевым наконечником.
Медные жилы сечением до 10 мм2 соединяются с плоскими и штыревыми выводами с помощью винтов, шайб, пружинных шайб и гаек (рис. 10). При подсоединении жил, оконцованных наконечником (пистоном), шайба не используется.
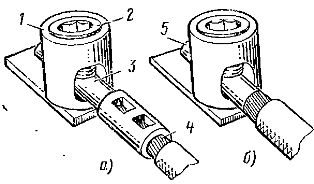
Рис. 11. Соединение алюминиевой многопроволочной жилы с цилиндрическим зажимом: а — с применением штифтового наконечника, б — после сплавления конца жилы в монолит с добавкой легирующих присадок, 1 — корпус, 2 — прижимный винт, 3 — штифтовой наконечник, 4 — жила многопроволочная, 5 — конец жилы, сплавленный в монолит.
С винтовыми зажимами для втычного присоединения алюминиевые или медные многопроволочные жилы могут соединяться после оконцевания штифтовым наконечником или после сплавления конца жилы в монолит с добавкой легирующих присадок.
Источник: electricalschool.info
И 1.08-08 Инструкция по проектированию и монтажу контактных соединений шин между собой и с выводами электротехнических устройств (выдержки)
Содержание:
1. РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
2. СОЕДИНЕНИЯ ШИН С ВЫВОДАМИ
3. СОЕДИНЕНИЯ ГИБКИХ ШИН МЕЖДУ СОБОЙ И С ВЫВОДАМИ В ОТКРЫТЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВАХ
4. ПРИЛОЖЕНИЕ 1: БОЛТЫ И ГАЙКИ
5. ПРИЛОЖЕНИЕ 2: ШАЙБЫ
6. ПРИЛОЖЕНИЕ 9: ВЫВОДЫ КОНТАКТНЫХ ЭЛЕКТРОТЕХНИЧЕСКИХ УСТРОЙСТВ ПЛОСКИЕ И ШТЫРЕВЫЕ
7. ДОПУСТИМЫЙ ДЛИТЕЛЬНЫЙ ТОК ДЛЯ ШИН ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ
1. РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
1. Технология выполнения соединений
1.1. Разборные (болтовые) контактные соединения в зависимости от материала соединяемых шин и климатических факторов внешней среды подразделяются на соединения:
а) без средств стабилизации электротехнического сопротивления;
б) со средствами стабилизации электрического сопротивления.
1.2. Контактные соединения шин из материалов медь-медь, алюминиевый сплав алюминиевый сплав, медь-сталь, сталь-сталь для групп А и Б, а также из материалов алюминиевый сплав-медь и алюминиевый сплав-сталь для группы А не требуют применения средств стабилизации электрического сопротивления. Соединения выполняются непосредственно с помощью стальных крепежных деталей (рис.1 а).

Рис. 1. Разборные контактные соединения
1 — шина медная, из алюминиевого сплава или стали; 2 — алюминиевая шина; 3 — стальная шайба; 4 — тарельчатая пружина; 5 — стальной болт; 6 — стальная гайка; 7 — болт из цветного металла; 8 — гайка из цветного металла; 9 — шайба из цветного металла; 10 — металлопокрытие; 11 — шина медная, алюминиевая, из алюминиевого сплава или стали; 12 — медно-алюминиевая пластина; 13 — пластина из алюминиевого сплава; 14 — шина из алюминиевого сплава
1.3. Контактные соединения шин из материалов алюминий-алюминий, алюминиевый сплав-алюминий для групп А и Б, а также из материалов алюминий-медь и алюминий-сталь для группы А следует выполнять с помощью одного из средств стабилизации сопротивления:
а) тарельчатых пружин по ГОСТ 3057 (рис. 1 б);
б) крепежных изделий из меди или ее сплава (рис. 1 в);
в) защитных металлических покрытий по ГОСТ 21.484, наносимых на рабочие поверхности шин или электропроводящей смазкой типа ЭПС-98 (рис 1 г);
г) переходных медно-алюминиевых пластин по ГОСТ 19357 (рис. 1 д);
д) переходных пластин из алюминиевого сплава (рис. 1 е).
1.4. Для группы Б контактные соединения шин из материалов алюминиевый сплав-медь, алюминиевый сплав-сталь, следует выполнять как показано на рис. 1 д, е; из материалов алюминий-медь, алюминий-сталь — как показано на рис. 1 б, в, д, е.
Рабочие поверхности шин и пластин из алюминия и алюминиевого сплава должны иметь защитные металлопокрытия.
1.5. Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин следует соединять с алюминиевыми шинами сваркой. Разборные соединения переходных пластин с медными шинами необходимо выполнять с помощью стальных крепежных деталей.
1.6. Расположение и диаметр отверстий для соединения шин шириной до 120 мм приведены в табл. 1.
Зависимость диаметра отверстия в шинах от диаметра стягивающих болтов следующая:
Диаметр болта, мм
Диаметр отверстия в шинах, мм
Таблица 1





* Примечание только при соединении пакетов шин
1.7. Контактные участки шин шириной 60 мм и более, имеющие два отверстия в поперечном ряду, рекомендуется выполнять с продольными разрезами. Ширина разреза зависит от способа его выполнения и должна быть не более 5 мм.
2. Подготовка к сборке разборных соединений
2.1. Подготовка шин для разборного соединения состоит из следующих операций: выполнение отверстий под болты, обработка контактных поверхностей и, при необходимости, нанесение металлопокрытия.
2.2. Расположение и размеры отверстий под болты должны соответствовать указанным в п. 1.6.
2.3. При массовой заготовке шин рекомендуется вырубку отверстий производить на прессах. Одновременная вырубка нескольких отверстий
может быть осуществлена с помощью специальных приспособлений. При вырубке отверстий с применением упора и кондукторов разметку производить не следует.
2.4. Длину болтов для соединения пакета шин необходимо выбирать по табл. 2. На болтах после сборки и затяжки соединений должно оставаться не менее двух ниток свободной резьбы.
Таблица 2
Длина болтов для соединения пакетов шин:
Толщина пакета шин в соединении, мм
Длина болтов, мм
алюминиевых с алюминиевыми
алюминиевых с медными или с шинами из алюминиевого сплава
медных или стальных
2.5. Контактные поверхности шин необходимо обрабатывать в следующем порядке: удалить бензином, ацетоном или уайт-спиритом грязь и консервирующую смазку, у сильно загрязненных шин гибкой ошиновки кроме очистки внешних повивов после расплетки очистить внутренние повивы; выправить и обработать под линейку на шинофрезерном станке (при наличии вмятин, раковин и неровностей); удалить посторонние пленки ручным электроинструментом со специальным зачистным кругом, или другими насадками и приспособлениями для механизированных инструментов. Зачистку шин в мастерских электромонтажных заготовок рекомендуется производить на станке 3Ш-120. При зачистке алюминия применять шлифовальные круги не допускается. Не следует применять напильники и стальные щетки для одновременной обработки шин из различных материалов.
2.6. Для удаления окисных пленок рабочие поверхности следует зачищать. По окончании зачистки шин из алюминия или алюминиевого сплава на их поверхность необходимо нанести нейтральную смазку (вазелин КВЗ, ГОСТ 15975; ЦИАТИМ-221, ГОСТ 9433; ЦИАТИМ-201, ГОСТ 6267; электропроводящую смазку ЭПС-98 ТУ 0254-002-47926093-2001 или другие смазки с аналогичными свойствами). Рекомендуемое время между зачисткой и смазкой — не более 1 ч.
2.7. Способы и технология нанесения металлопокрытий на контактные поверхности шин даны в Приложении 8.
2.8. Поверхности, имеющие защитные металлические покрытия, в случае загрязнения перед сборкой следует промыть органическими растворителями (бензином, уайт-спиритом и т.д.).
Луженые медные желобки, предназначенные для закрепления медных шин в петлевых зажимах, необходимо промывать растворителем и покрывать слоем нейтральной смазки (вазелин КВЗ, ГОСТ 15975; ЦИАТИМ-201, ГОСТ 6267; ЦИАТИМ-221, ГОСТ 9433; электропроводящую смазку ЭПС-98 ТУ 0254-002-47926093-2001 или другими смазками с аналогичными свойствами). Зачищать такие желобки наждачной бумагой не следует.
2.9. Допускается наносить металлопокрытия на отрезки шин (пластин), которые затем приваривают к шинам на монтаже. Длина покрываемого отрезка шины (пластины) в зависимости от длины этого отрезка должна быть:
Источник: masterseti.ru
Инструкция по монтажу контактных соединений шин между собой и с выводами электротехнических устройств (стр. 3 )
 |
Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 |

1. Расстояние от сопла до изделия » 10 мм.
2. Расход плазмообразующего газа (аргона) 3-6 л/мин.
Особенности сварки медных компенсаторов
2.2.21. Для обеспечения полного провара пакета на всю толщину, ленты компенсатора следует укладывать ступенчато. Под нижнюю и на верхнюю ленты необходимо укладывать медные полоски шириной » 50 мм из той же ленты для защиты от подплавления крайних лент.
2.2.22. Для защиты лент от перегрева на их верхнюю поверхность на расстоянии 10 мм от кромки следует накладывать медные теплоотводящие пластины толщиной 8-10 мм.
2.2.23. Режимы сварки пакетов лент аналогичны режимам сварки медных шин соответствующей толщины. Сварку необходимо выполнять аналогично сварке шин встык с той разницей, что дугу направляют преимущественно на шину.
2.3. Сварка электромонтажных изделий из разнородных металлов
2.3.1. Медь с алюминием следует сваривать при изготовлении переходных медно-алюминиевых пластин и наконечников стыковой контактной сваркой оплавлением с ударной осадкой на специальных контактных стыковых машинах.
Сварка должна выполняться на заводах электромонтажных изделий в соответствии с производственными инструкциями.
Переходные медно-алюминиевые пластины (МА и MAP) предназначены для приварки к алюминиевым шинам в местах их присоединения к медным плоским или стержневым выводам электрических аппаратов и машин.
В этих же случаях могут применяться переходные пластины из алюминиевого сплава АД31Т1 типа АП.
2.3.2. Алюминий следует сваривать со сталью дуговой сваркой, например, при изготовлении сталеалюминиевых троллейных планок и компенсаторов; аргоно-дуговой полуавтоматической или ручной сваркой вольфрамовым электродом (а также ручной сваркой угольным электродом) с предварительным горячим алитированием или оцинковкой стальной детали.
Сталеалюминиевые детали (планки У1040 и троллейные компенсаторы У1008 и др.) предназначены для сварного соединения алюминиевых проводников со стальными, а также стальных проводников (троллеев) между собой. При этом стальная часть планок должна привариваться к стальному проводнику обычными электродами для сварки стали, а алюминиевая — к алюминиевому проводнику — в соответствии с требованиями настоящей инструкции.
3. РАЗБОРНЫЕ КОНТАКТНЫЕ СОЕДИНЕНИЯ
3.1. Технология выполнения соединений
3.1.1. Разборные (болтовые) контактные соединения в зависимости от материала соединяемых шин и климатических факторов внешней среды подразделяются на соединения:
а) без средств стабилизации электротехнического сопротивления;
б) со средствами стабилизации электрического сопротивления.
3.1.2. Контактные соединения шин из материалов медь-медь, алюминиевый сплав — алюминиевый сплав, медь-сталь, сталь-сталь для групп А и Б, а также из материалов алюминиевый сплав — медь и алюминиевый сплав-сталь для группы А не требуют применения средств стабилизации электрического сопротивления. Соединения выполняются непосредственно с помощью стальных крепежных деталей (рис. 3.1 а).

Рис. 3.1. Разборные контактные соединения
1 — болт; 2 — гайка; 3 — шайба; 4 — шина (сталь, медь, алюминиевый сплав); 5 — пружина тарельчатая; 6 — шайба из цв. металла; 7 — болт из цветного металла; 8 — гайка из цветного металла; 9 — шина алюминиевая; 10 — шина алюминиевая с металлопокрытием; 11 — пластина переходная медно-алюминиевая; 12 — пластина из алюминиевого сплава.
3.1.3. Контактные соединения шин из материалов алюминий-алюминий, алюминиевый сплав-алюминий для групп А и Б, а также из материалов алюминий — медь и алюминий-сталь для группы А следует выполнять с помощью одного из средств стабилизации сопротивления:
а) тарельчатых пружин по ГОСТ 3057-79* (рис. 3.1б);
б) крепежных изделий из меди или ее сплава (рис. 3.1в);
в) защитных металлических покрытий по ГОСТ 9.306-85*, наносимых на рабочие поверхности шин1 (рис. 3.1г), — приложение 8;
* Допускается применение электропроводящих смазок или других электропроводящих материалов, если возможность их применения подтверждена результатами испытаний по ГОСТ и указана в стандартах или технических условиях на конкретные виды электротехнических устройств.
г) переходных медно-алюминиевых пластин по ГОСТ * (рис. 3.1д);
д) переходных пластин из алюминиевого сплава (рис. 3.1е).
3.1.4. Для группы Б контактные соединения шин из материалов алюминиевый сплав-медь, алюминиевый сплав-сталь, следует выполнять как показано на рис. 3.1д, е; из материалов алюминий-медь, алюминий-сталь — как показано на рис. 3.1б, в, д, е.
Рабочие поверхности шин и пластин из алюминия и алюминиевого сплава должны иметь защитные металлопокрытия.
3.1.5. Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин следует соединять с алюминиевыми шинами сваркой. Разборные соединения переходных пластин с медными шинами необходимо выполнять с помощью стальных крепежных деталей.
3.1.6. Расположение и диаметр отверстий для соединения шин шириной до 120 мм приведены в табл. 3.1. Зависимость диаметра отверстия в шинах от диаметра стягивающих болтов следующая:
Источник: pandia.ru
Контактные соединения
Контактные соединения электрических цепей выполняются в соответствии с
- ГОСТ 10434-82 «Соединения контактные электрические»
- ГОСТ 21242-75 «Выводы контактные электротехнических устройств плоские и штыревые»
- «Инструкции по монтажу контактных соединений шин между собой и с выводами электротехнических устройств» (концерн «Электромонтаж», 1993г.; номер по классификации MKC-III-A-2)
По ГОСТ 10434-82, в зависимости от области применения, контактные соединения подразделяются на 3 класса. К 1 классу относятся соединения цепей, сечение которых выбирается по длительным токовым нагрузкам — это силовые электроцепи, линии электропередач (т.е. цепи, относящиеся к МКС).
В зависимости от климатического исполнения и категории размещения электротехнических устройств соединения подразделяются на группы А и Б. Климатические исполнения У, УХЛ для категории размещения 3 (что соответствует условиям МКС) относятся к группе А.
Таким образом, все требования ГОСТ 10434-82 к контактным соединениям применительно к МКС должны соответствовать классу 1 и группе А.
По конструктивному исполнению контактные соединения подразделяются на:
- неразборные, выполняемые сваркой, пайкой или опрессовкой (соединения сборных шин между и ответвления от них рекомендуется выполнять сваркой)
- разборные (болтовые), применяемые для соединения шин с выводами электротехнических устройств. В зависимости от материала соединяемых элементов разборные соединения, в свою очередь, подразделяются на:
- не требующие применения средств стабилизации электрического сопротивления в месте контакта
- требующие применения средств стабилизации
Соединение плоских контактных поверхностей (шин прямоугольного сечения или наконечников с плоскими выводами электротехнических устройств), выполненных из меди и ее сплавов или из твердых алюминиевых сплавов, не требуют применения средств стабилизации и выполняются при помощи стальных крепежных изделий, защищенных от коррозии. Допускается применение вороненых стальных болтов, гаек и шайб.
Соединение алюминиевых шин между собой или с плоскими выводами электротехнических устройств, а также с другими проводниками, выполненными из меди и ее сплавов или из твердых алюминиевых сплавов, должно выполняться с применением средств стабилизации, одного из ниже перечисленных:
- крепежных изделий из цветных металлов с коэффициентом линейного расширения от 18*10-6 до 21*10-6 1/°С (латунь);
- тарельчатых пружин;
- металлических покрытий рабочих поверхностей алюминиевых проводников;
- переходных медно-алюминиевых пластин (медно-алюминиевых наконечников) или переходных пластин и наконечников из твердого алюминиевого сплава.
Пластины из алюминиевого сплава и алюминиевые части медно-алюминиевых пластин соединяются с алюминиевыми шипами сваркой.
При применении средств стабилизации по пунктам 2,3,4 контактные соединения также выполняются при помощи стальных крепежных изделий, защищенных от коррозии.
К штыревым выводам, выполненным из меди или латуни, присоединение проводников из меди или из твердых алюминиевых сплавов выполняется без средств стабилизации, а алюминиевых проводников — с применением средств стабилизации: при токах до 630 А — с использованием крепежных деталей из латуни, а при токах более 630 А — с использованием металлических покрытий (п.З) или переходных пластин (п.4).
Температура нагрева контактных соединений не должна превышать значений, указанных в таблице
Материал шин (вывода)
Макс. допустимая
температура нагрева
в установках, °С
до 1000 В
свыше 1000 В
Медь, алюминий и его сплавы без защитных покрытий
То же, но с защитными покрытиями неблагородными металлами
Медь с покрытием серебром
Примеры разборных соединений проводников с плоскими контактными поверхностями
I. Выполняемые без средств стабилизации
с контргайкой (слева) и с пружинной шайбой (справа)
1,2 — соединяемые проводники (шины, выводы устройств, наконечники), выполненные из меди или из твердых алюминиевых сплавов, 3,4,5 — стальные шайбы, болты, гайки, 6 — пружинная шайба
II. Выполняемые со средствами стабилизации соединения алюминиевых шин между собой или с другими проводниками из меди или из твердых алюминиевых сплавов
с контргайкой (слева) и с пружинной шайбой (справа)
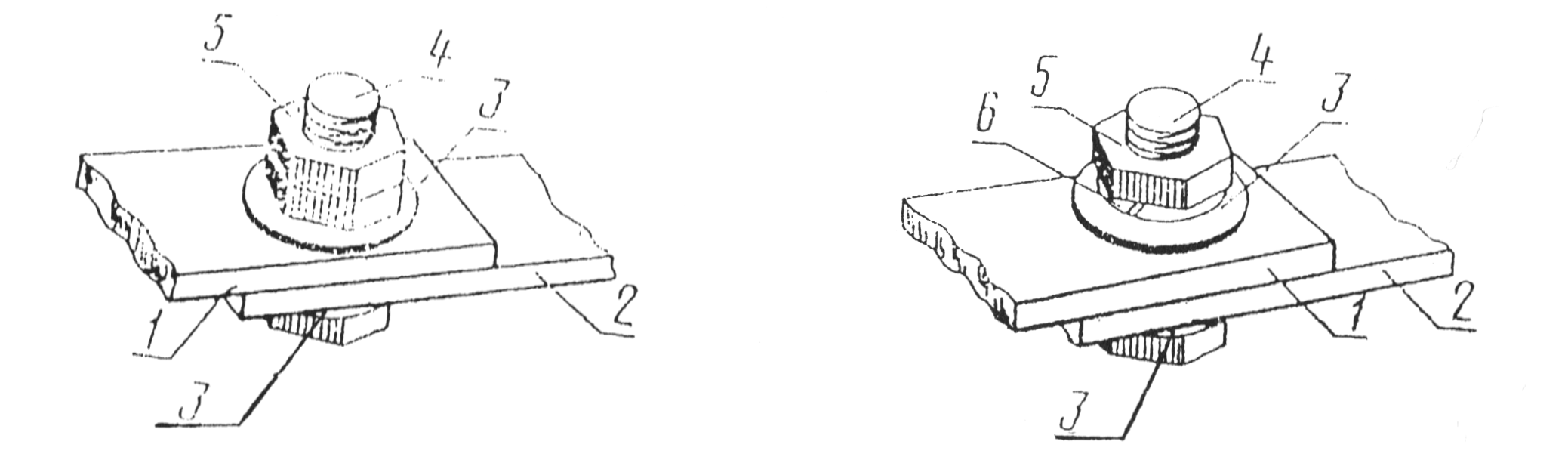
1,2 — соединяемые проводники (шины, выводы устройств, наконечники), выполненные из меди или из твердых алюминиевых сплавов, 3,4,5 — стальные шайбы, болты, гайки, 6 — пружинная шайба
с тарельчатой пружиной (слева) и с металлическим покрытием алюминиевых шин (справа)
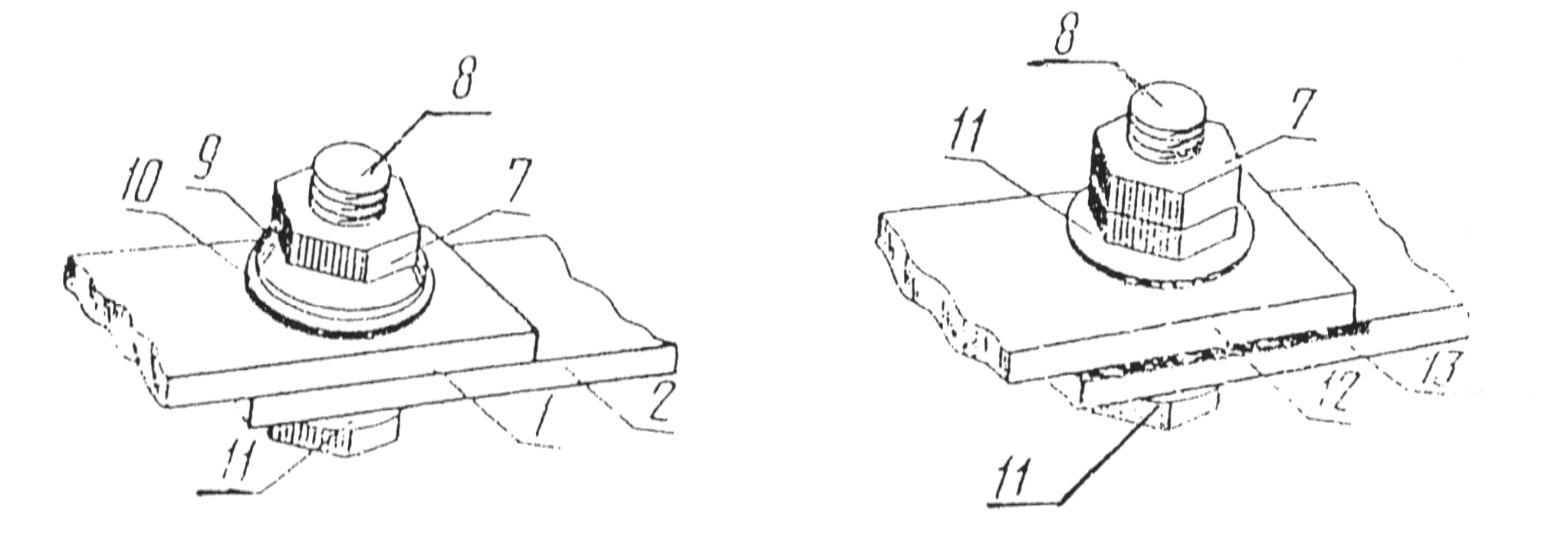
7,8,11 — стальные гайки, болты, шайбы, 9 — тарельчатая пружина, 10 — увеличенная стальная шайба, 12,13 — металлическое покрытие
соединение через медно-алюминиевую пластину (слева) и соединение через переходную пластинку из твердого алюминиевого сплава (справа)
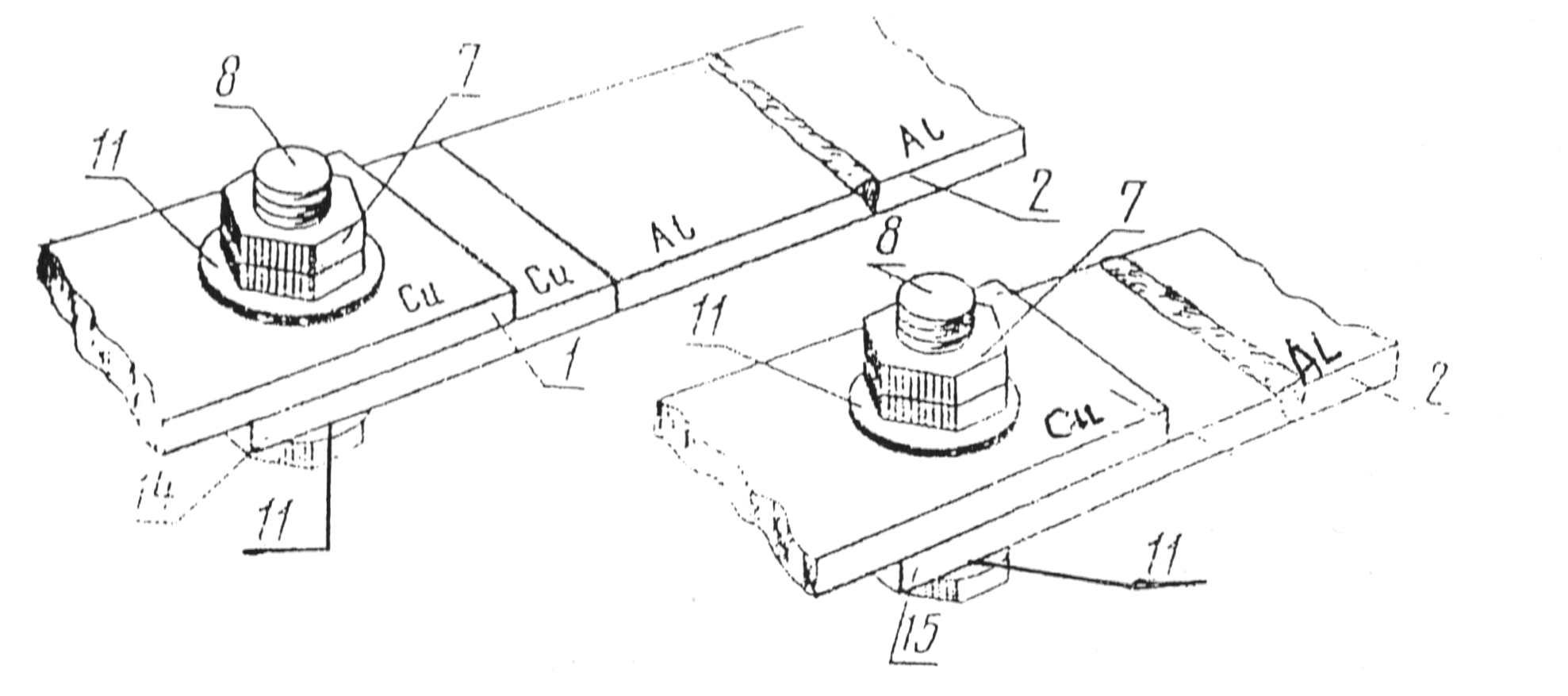
14 — медно-алюминиевая пластина, 15 — пластинка из твердого алюминиевого сплава
Примеры соединений со штыревыми выводами
а) без средств стабилизации, б,в,г,д) со средствами стабилизации
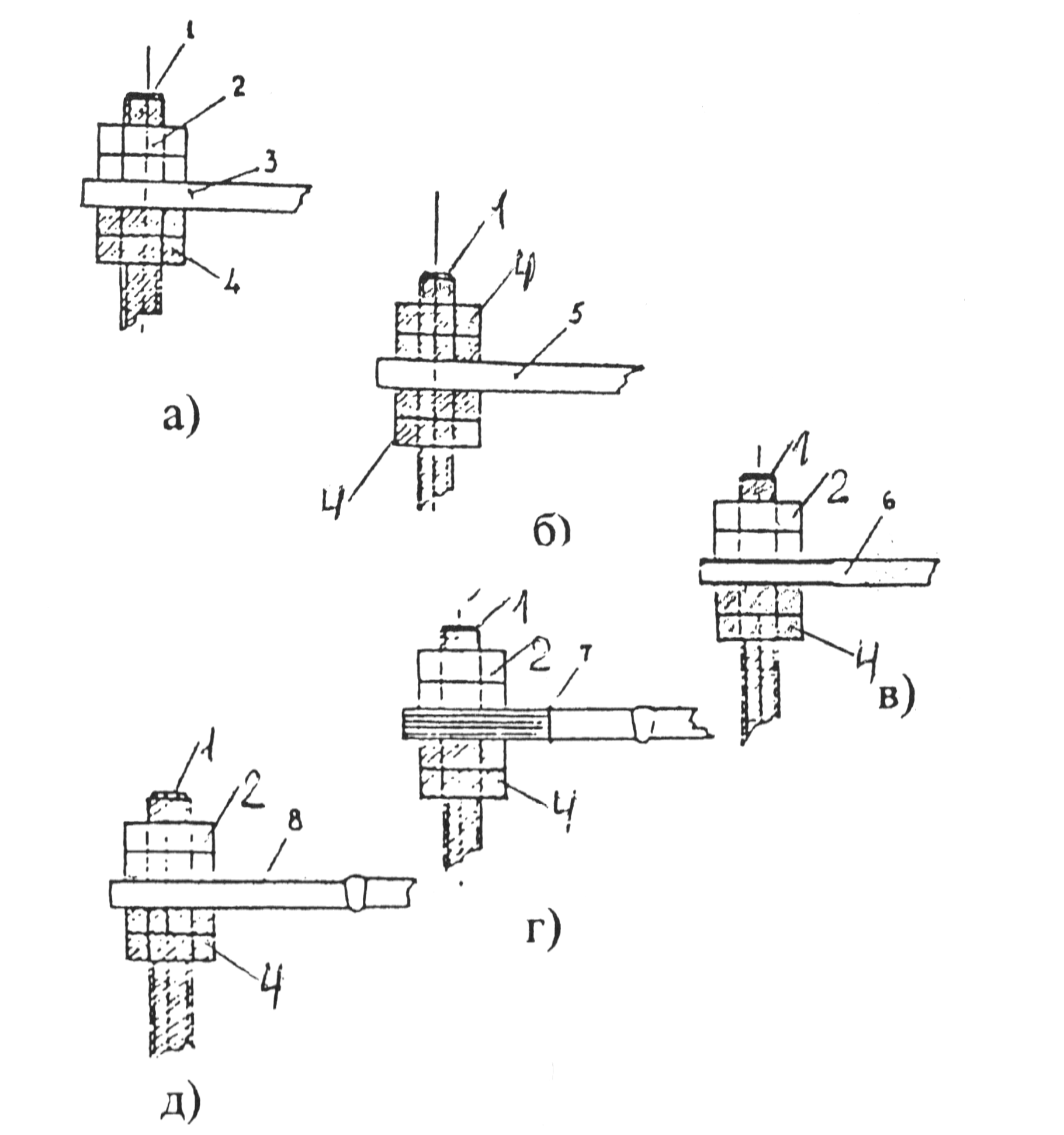
1 — штыревой вывод (медь, латунь); 2 — гайка (ст); 3 — шина (медь, сталь, алюминиевый сплав); 4 — гайка (медь, латунь); 5 — шина (алюминиевая); 6 — алюминиевая шина с металлопокрытием; 7 — пластина переходная медно-алюминиевая; 8 — пластина из алюминиевого сплава.
Упорные гайки (4) во всех случаях из цветного металла.
Источник: obryv.ucoz.ru