Как делают шипованные шины
artemspec › Блог › Как в России делают автомобильные шины

Если меня спросят, что я люблю больше всего, отвечу – производство! Нет ничего в большей степени олицетворяющего величие человеческих достижений, чем производственный процесс. Превращение полезных ископаемых в орудия производства. Переработка вторичного продукта в первичный. Именно это и есть демонстрация реальных достижений человеческой расы – а совсем не круглые столы по проблематике или стартаперские смузи в коворкинге. Сегодня я расскажу вам о том, как производят автомобильные шины на заводе финской компании Nokian Tyres на предприятии в городе Всеволожск под Питером.
Промышленная зона Всеволожска – объединение большого количества предприятий с определенными налоговыми льготами. Химзаводы, сборочные производства различных авто-брендов… На фоне одинаковых корпусов, черно-серо-зеленый завод Nokian выглядит как увешанная светящимися гирляндами новогодняя елка, внезапно встреченная в таежной глуши.

Первое, что встречает меня после проходной – шикарная просторная столовая, которой позавидует любой московский бизнес-центр. Плотный обед – салат с курицей, щи с мясом, макароны с котлетой, компот и чай – обходится мне… в 77 рублей. Это не единственная льгота, которую получают работники – компания построила две очереди собственного жилого комплекса по шведскому проекту. За квартирами в нем, предоставляемыми на льготных условиях, стояла настоящая очередь. Сегодня в Hakkapeliitta Village живет 340 семей сотрудников компании, а на территории работает 2 собственных детских сада.
Для начала скажу самое важное. Российский завод Nokian — в два раза больше по площади и в разы производительнее финского. При соблюдении единых стандартов качества, производство в городке Нокиа способно выпускать не более шести миллионов шин в год, а мощность завода во Всеволожске – 15.5 млн шин в год, и скоро достигнет 17 млн шин. Производство работает круглосуточно в четыре смены, в нем задействовано 1150 сотрудников, дважды в год проходящих переаттестацию.
Первый этап производства шины – «миксинг». На двух этажах производственного корпуса располагается 12 линий по производству резиновых смесей. На восьми линиях из первичного сырья изготавливают базовую смесь, на четырех – финальную.
Базовую смесь производят из натурального каучука, поставляемого из юго-восточной азии, синтетического каучука (его на обе производственные площадки Nokian Tyres поставляют преимущественно российские заводы), сажи, силики, а также различных добавок – активаторов, ингибиторов, пластификаторов, адгезивных веществ.

Необходимость использования синтетического каучука обусловлена неидеальностью характеристик каучука натурального. Которому, к тому же, требуются особые условия хранения – на завод он поступает в замороженном виде, после чего отогревается в специальной… сауне.
Источник: www.drive2.ru
Из чего сделаны шипы зимних шин и как работают
Наиболее эффективными в зимних условиях являются шипованные покрышки. Этим и объясняется их популярность, особенно в России. Чтобы понять, как работают шипы зимних шин, надо сначала разобраться, из чего они сделаны, почему имеют именно такую конструкцию и состав.

Конструкция, виды
Чаще всего шипы состоят из двух элементов. Основной из них – это корпус. Именно благодаря ему шип держится в протекторе. С дорожным покрытием контактирует уже другая его часть – твердосплавная вставка. От ее формы зависит эффективность сцепления с дорогой.
Шипы выпускаются практически всех геометрических форм – от круглой до многогранной. По структуре различают одно- и многофланцевые элементы ошиповки. Первые – простейшие, их можно назвать прародителем современных шипов.
Однофланцевые значительно уступают по характеристикам своим модифицированным «потомкам»: двухфланцевым (преимущественно применяемых для легковушек), трехфланцевым, актуальным для грузовиков. Они хуже держатся в резине, соответственно, чаще выпадают, не могут похвастать длительным рабочим ресурсом.
Из чего сделаны шипы для шин
В последнее время производители покрышек начали изменять форму и материал изготовления когтей для их улучшения свойств. Изначально все они производились из стали.
Однако затем вышел закон, запрещающий использование покрышек, у которых шипы весят больше установленный нормы. Из-за этого некоторые компании начали производить корпуса из пластмассы – для уменьшения веса, но толку от них, как выяснилось, немного. Такие элементы шиповки неплотно держались на своих местах, при этом были непрочными и недолговечными.
Затем начали появляться корпуса из алюминия. Разработка получилась более удачной, так как в целом масса алюминия очень мала, а прочность по сравнению с пластмассой значительно выше. А благодаря применяемому тефлоновому напылению они прочнее сидят в установочных местах и менее подвержены коррозии.
Однако даже такое покрытие полностью не защищает шипы от ржавчины. Это связано с тем, что в зазор между протектором и корпусом шипа при движении попадает соль, различные реагенты, которыми обрабатывают трассу, влага. Все это способно вызвать коррозийные образования.
Для уменьшения такого воздействия производители постоянно дорабатывают форму шипов, добавляют в сплавы другие материалы.
Из чего изготавливается корпус шипов, мы уже выяснили, осталась вставка. Чаще всего твердосплавная вставка производится из карбида вольфрама.
Иногда добавляется карбид ниобия и титан для улучшения твердости металла. Также некоторые производители добавляют и другие соединения, состав которых они не разглашают.
Как работают
Любому автомобилисту понятно, что шипы на протекторе резины необходимы для улучшения сцепления, в том числе и в сложных условиях. Но как конкретно это происходит?
Стоит понимать, что сцепление зависит не только от одних шипов, они лишь улучшают его. Без хорошего рисунка протектора они просто бесполезны. Чаще всего протектор зимних шин состоит из двух слоев. Верхний имеет специальный рисунок и обеспечивает хорошее сцепление, а внутренний – более твердый, и именно к нему крепятся корпуса шипов.
Протектор и шипы работают в паре и на каждых покрытиях ведут себя по-разному. На льду сцепление, в основном, зависит от шипов. Здесь их вставка вгрызается в покрытие, не давая им лишний раз прокрутиться, обеспечивая хорошее как продольное, так и поперечное сечение.
На влажном покрытии или на раздробленном льду наиболее эффективен протектор. В его канавки забивается влага или кусочки льда, а затем оттуда отводятся. Таким образом, рабочая поверхность покрышек остается без влаги, поэтому сцепление не ухудшается. Роль шипов на таком покрытии минимальна.
На снегу важен как протектор, так и шипы. В канавки протектора забивается снег и при движении он тает, прилипая к снегу на дороге, обеспечивая хорошее сцепление. Шипы же вцепляются в снег, вследствие чего сцепление улучшается в разы. На сухом асфальте шипы бесполезны, они даже ухудшают многие показатели.
Устройство и принцип работы шипов очень простое. Однако за счет их наличия повышаются многие показатели, касающиеся безопасности передвижения – как для себя, так и для других участников движения. В условиях русской зимы шипованные покрышки просто необходимы для безопасного вождения.
Тем, кто еще не обзавелся комплектом покрышек для зимы, наши партнеры предлагают купить зимние шины от лучших производителей на любую марку авто.
Источник: kolesadom.ru
Как делают зимние шины
Побывав на заводе Continental под Калугой, мы узнали, как производится новая шипованная шина IceContact 2, насколько она лучше предшественницы и сложно ли выдирать из нее шипы
Казалось бы, еще вчера мы посещали церемонию открытия немецко-калужского завода, а уже сегодня с конвейера сходит 2,5-миллионная шина. С момента запуска прошло уже больше двух лет, и главная на сегодня новость — начало производства премиум-шиповок IceContact 2. Калужский завод, к слову, стал вторым предприятием концерна, которое выпускает зимние шипованные шины, и единственным в России, где применены уникальные технологии шипования и вулканизации шипа, полностью интегрированные в производственный процесс. И если на заводе в немецком городе Корбах на долю шипованных шин приходится только 10–20 % от объемов производства (шипы в большинстве стран Европы вне закона, да и зимы куда мягче), то у нас потребность в таком продукте куда выше — в ближайшее время доля шиповок на калужском заводе составит около 60 %.
Из каждой 250-килограммовой стопки резиновой ленты берется один образец, который проходит обязательную проверку в лаборатории
О том, чем новинка выгодно отличается от предшественницы, читайте в статье Станислава Шустицкого, где он описывает собственные ощущения от теста IceContact 2. Мне же удалось вживую наблюдать, что стоит за такими показателями, как «улучшение управляемости на сухом дорожном покрытии на 9 %» или «улучшение тормозного и тягового усилий на льду на 8 %». Если брать глобально, то принцип производства всех современных зимних шин идентичен. Главные отличия, как и полагается, в деталях — главным образом, в составе резиновой смеси, структуре протектора, способе и типе шипования. Именно поэтому фотографировать конвейер дотошным журналистам традиционно запрещено — мало ли что выведают.

Процесс создания шины с нуля — крайне трудоемкий, длительный и высокоточный. Огромное количество времени, как и с любым технологичным продуктом, уходит на разработку шин — компьютерное моделирование, изготовление макетов и предсерийных образцов шин, длительный подбор и тестирование резиновых смесей… И только после успешных испытаний дело доходит до производства недешевых пресс-форм для каждого типоразмера шин, а также установки и отладки производственного оборудования непосредственно на заводе. Сам же процесс производства серийной продукции выглядит менее творческим и более заурядным, но и здесь пока что есть место ручному труду профессионалов.
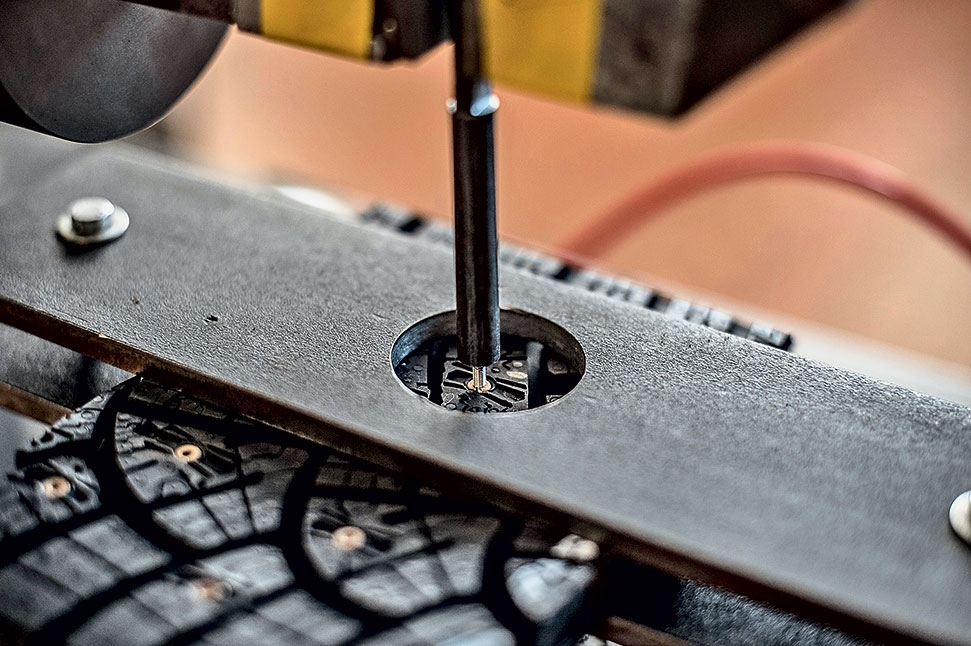
Посадку шипа проверяют на специальном станке. Прочность превосходная — выдирается тот только с кусками протектора
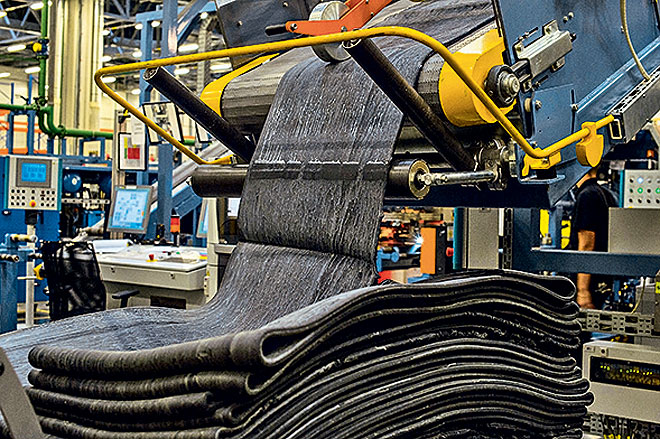
Все начинается в цехе резиносмешения. Здесь, как понятно из названия, происходит изготовление секретной резиновой смеси: компоненты тщательно перемешиваются, измельчаются и раскатываются на вальцах. Технология смешивания компонентов состоит из двух этапов: сперва технический углерод смешивается с каучуком и добавками при температуре 120 градусов. Затем полученный «микс» смешивается с серой, а чтобы не запустить процесс вулканизации, процесс происходит при сниженной до 80 градусов температуре. По окончании процесса мы можем наблюдать 250-килограммовые многослойные стопки резиновой ленты, которая вскоре пойдет в следующий цех. Но и здесь возможны некоторые отклонения от плана, ибо превратиться из невзрачного куска резины в эффективную шину дано не каждой заготовке. Даже несмотря на то, что каждый замес четко отслеживается, существует мизерная вероятность неправильного смешивания ингредиентов будущей шины из-за их огромного разнообразия, которые включают в себя 15 наименований, созданных с использованием примерно 1500 различных материалов! Поэтому из каждой палеты с резиновой лентой-полуфабрикатом в обязательном порядке берется образец, который отправляется в лабораторию для анализа физико-химических параметров. Там проверяется полный набор физических свойств — время вулканизации, вязкость, твердость и т. д. В случае непрохождения целая палета бракуется, отправляется на вторичную переработку, а в производство отправляется только одобренное сырье.

Далее следует процесс экструзии, где лента сырой резины под давлением проходит через специальные планки (для каждого типоразмера шины своя планка). После этого формируются элементы будущей шины: боковины, протектор и гермослой. Во время экструзии на резину наносят цветные полоски, дабы заготовки было легче идентифицировать по типоразмеру и модели. Температура внутри экструдера колеблется в районе 110 градусов и снижается до 23–35 на 100-метровом участке, имеющем водяное охлаждение. Следующий этап — цех сборки и нарезки, где гермослой, текстильный слой, металлокорд, боковина и протектор состыковываются воедино. Таким образом, резиновая лента постепенно приобретает более привычную нам форму, больше всего напоминая гоночный слик из крайне мягкой резины. Чтобы шина обрела конечные формы, рисунок протектора, необходимую прочность и упругость, она отправляется на завершающий этап — вулканизацию. Здесь сырая резина запекается в пресс-форме при температуре 165 градусов под давлением в 16 атмосфер, а сам цикл длится порядка 9–15 секунд в зависимости от типоразмера шины. Пресс-формы представляют собой разбитые на несколько частей алюминиевые с торца и металлические по бокам клише, которые смыкаются при «запекании» протектора и размыкаются по окончании процесса вулканизации. Привычных «пупырышек», образующихся после вулканизации, теперь нет: высокое давление и особенности конструкции пресс-форм позволяют этого избежать. Поскольку клише при вулканизации имеют свойство загрязняться, то через каждые 1500 циклов они проходят очистку сухим льдом. Завод по изготовлению форм, кстати, также принадлежит Continental — компания приобрела его в прошлом году.
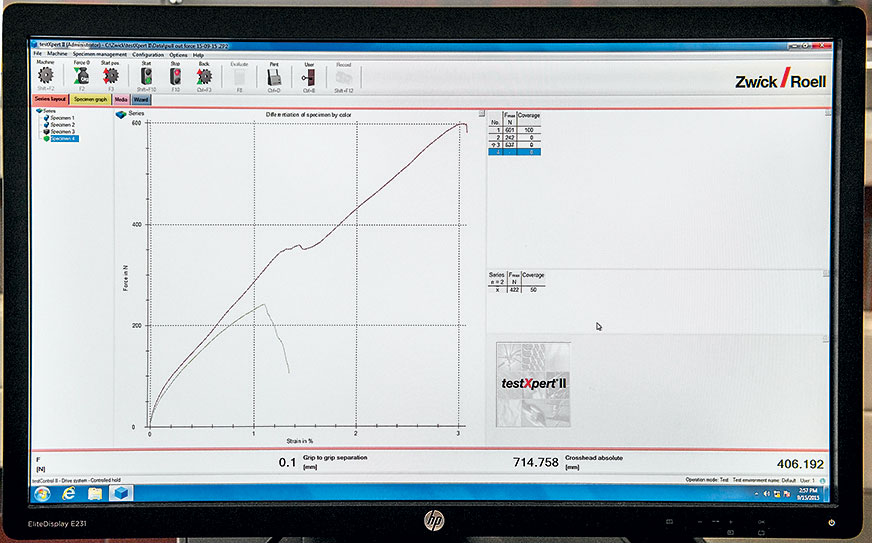
Усилие при этом достигает колоссальных 600 Н, хотя и обычный конти-шип показал вполне достойные 242 Н
Но свежеиспеченные шины еще не готовы: после вулканизации каждая шина проходит 100-процентный контроль качества, который включает весовую, визуальную и геометрическую проверки. Таким образом проверяют однородность структуры шины, наличие дисбаланса и отсутствие внешних недостатков. Также все шины проходят через рентген-установку, которая позволяет отследить правильность наложения слоев ( раньше для этого приходилось выборочно разрезать покрышки и осматривать их). И только после этого шины идут на фирменную ошиповку.
Этим процессом континенталевцы особенно гордятся — они первые, кто запустил в серийное производство технологию посадки шипов на клей, которая зовется StudOn (до этого к подобным мерам прибегали только в автоспорте). Так же, как, например, Gislaved NF 100, которые производятся здесь же, в Калуге, IceContact 2 проходят аналогичный процесс ошиповки: стенд, оснащенный специальной камерой, отслеживает положение центров отверстий и помещает в них шипы. Но в случае с IceContact 2 шипы уже покрыты специальным клеем, который расплавляется и засыхает на следующем этапе в автоклаве при температуре 165 градусов и под давлением 7 атм. Этот этап производства давно себя оправдал: вклеенный шип легко выдерживает нагрузку в 500 Н и выдергивается лишь при 600 Н, но уже с корнем, забирая с собой кусок протектора. Чтобы выдернуть обычный шип, требуется в 3–4 раза меньшее усилие — этот параметр, кстати, тоже регулярно проверяется в заводской лаборатории. Стоит ли ждать подобную технологию на более доступных покрышках? Как отвечает Георгий Ротов, генеральный директор OOО «Континентал Калуга», в ближайшее время это прерогатива лишь премиальных IceContact 2: ошиповка подобным образом довольно сильно удорожает более доступные шины.
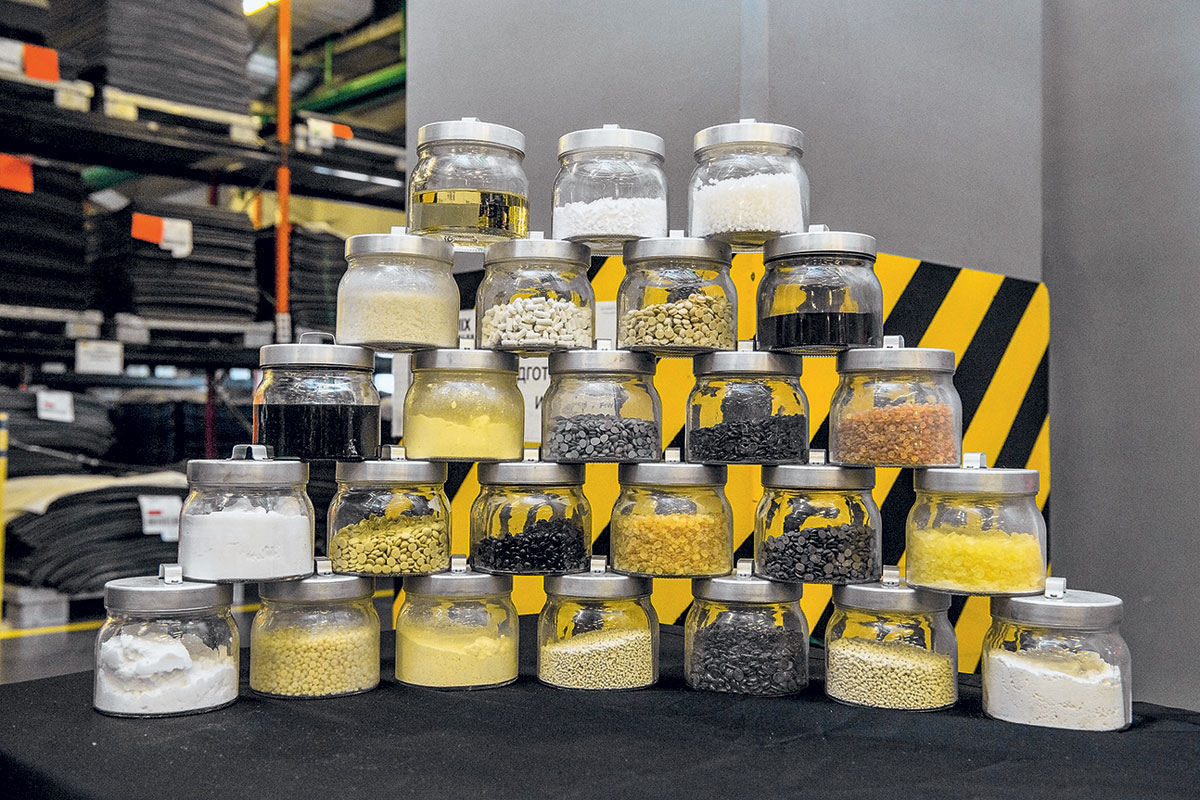
Компаунд смеси состоит из множества компонентов, включающих в себя 15 наименований, созданных с использованием 1500 различных материалов!
Также представители компании поделились перспективами развития производства. Одну из важнейших ролей здесь, конечно, играет не самая благоприятная экономическая обстановка: московский офис Continental прогнозирует падение российского рынка шин вплоть до следующего года. Вернуться же на докризисный уровень 2013 года, согласно ожиданиям компании, шинный рынок должен ближе к 2020 году, а уже к концу 2017 года завод планирует выйти на полную производственную мощность в 4 миллиона шин в год (теоретически существуют перспективы расширения производства аж до 16 млн).

Что касается настоящего времени, то сегодня в Калуге производится более 150 артикулов шин трех популярных в России брендов — Continental, Gislaved и Matador. По словам руководства, ведутся активные переговоры с российскими заводами-автосборщиками, с некоторыми уже есть определенные договоренности — АвтоВАЗ, Nissan, Renault, Ford, КамАЗ и т. д. уже сотрудничают с Continental.

Также в этом году начались поставки за рубеж: первые партии экспортных шин отправились в Республику Беларусь и на Украину, а за ними последовали поставки в Германию и Францию. В ближайшие месяцы шины, произведенные в Калуге, отправятся еще в ряд европейских стран: Бельгию, Испанию, Португалию, Италию, Великобританию, Польшу и Турцию. Примечательно, что это далеко не первый случай за последние годы, когда европейская компания, имея производство в России, начинает удовлетворять спрос не только наших, но и зарубежных торговых площадок — один из лучших показателей эффективности производства.

Стали известны новые подробности о готовящемся гиперкаре Koenigsegg One:1. Автомобиль будет представлен в начале марта на Женевском автосалоне. Как ожидается, всего изготовят не более пяти экземпляров новой модели. Представители компании рассказали, что удельная мощность суперкара составит 1 л.с на килограмм веса, а это означает, что мотор Koenigsegg One:1 разовьёт 1400 лошадиных сил. Максимальная скорость нового гиперкара достигнет отметки 450 километров в час, также в компании заявляют, что модель установит рекорды разгона машины до 100, 200, 300 и даже 400 километров в час.
Источник: 5koleso.ru
Как самостоятельно сделать шипованную резину

В это сложно поверить, но изготовить шипованную резину можно и самостоятельно. И при этом не потребуется расходовать много денег. Для этого вам понадобятся следующие предметы: зимние шины (желательно с готовыми отверстиями под шипы), сами шипы и специальный пневматический пистолет, предназначенный для внедрения шипов внутрь покрытия резины. Либо же шуруповерт, если шипы будут с резьбой.
Простые советы для выполнения данной процедуры
Вначале еще раз напомним, что резину следует покупать с уже проделанными отверстиями под шипы. Благодаря этому ваша задача значительно упростится, в противном случае придется делать отверстия самостоятельно. Кроме того, заметно уменьшатся риски повреждения покрышки (во время монтажа шипов).
Так же стоит обратить внимание на саму резину. Желательно, чтобы на была не слишком мягкой, иначе шипы будут плохо держаться. И шины должны быть новые, не имеющие пробега. Если вы живете в Санкт-Петербурге, то можете перейти на сайт и что-нибудь подобрать.
А пока рассмотрим вопрос выбора подходящих шипов. Существуют однофланцевые и двухфланцевые варианты шипов, помимо резьбовых. Между ними есть большая разница. Например, первый вариант шипов предназначен для стандартного режима движения (шоссе, городские улицы, езда на небольших скоростях). Другими словами, однофланцевые шипы хорошо подходят для самой обычной эксплуатации автомобиля. Другой вид шипов используется при экстремальном движении, что обусловлено самим строением шипа.
В процессе самостоятельной шиповки резины нужно помнить одно главное правило. Следует максимально ровно размещать шипы внутри отверстий. Нельзя допускать излишнего выпирания шипа или его перекоса. Внешняя часть шипа должна выглядывать не более 1,3 мм.
Процедура монтажа шипов
Значит, вы решили заняться подобной процедурой. Тогда внимательно прочитайте простые рекомендации, которые вам помогут грамотно выполнить шиповку автомобильной резины.
Вначале следует хорошо зафиксировать шину (чтобы во время проведения работы она не ерзала и не усложняла выполнение вашей задачи).
Если вам не удалось купить шины с подготовленными отверстиями под шипы, то придется сделать их самостоятельно. Для сверления лучше использовать специальное трубчатое сверло, которое не будет рвать резину. Можно сделать отверстия и обычным сверлом, но для этого оно должно быть идеально острым и сверлить нужно будет на максимальных оборотах дрели.
Не забудьте про ограничитель глубины сверления, чтобы не испортить покрышку.
Далее нужно обработать мыльным раствором отверстия для шипов. Это значительно облегчит прохождение металлических шипов в заготовленные гнезда. При этом вам не понадобится прикладывать больших усилий.
Затем посредством особого пневматического пистолета осуществляется монтаж шипов в саму покрышку. Обратите особое внимание на то, что пистолет следует располагать не под уклоном, а ровно. В таком случае процедура установки шипов у вас не вызовет никаких проблем.
Чтобы не допускать появления брака, досконально проверяйте посадку всех шипов. Если что-то вас не устраивает, тогда вытяните шип обратно и произведите монтаж заново. Когда же шип не был посажен достаточно глубоко, тогда с помощью молотка и железной пластины надо попытаться забить его на требуемую глубину.
Если вы приобрели шипы с резьбой, то просто вкрутите их. Обратите внимание, что длина резьбовой части шипа должна быть меньше высоты протектора не менее чем на 1 мм.
После установки всех шипов нужно выдержать их в течение 2-3 месяцев в покое, чтобы шипы окончательно зафиксировались в покрышке. Поэтому шипование лучше проводить не перед зимой, а заранее. С наступлением сезона устанавливаем колеса на машину.
Первые несколько сотен километров покрышки следует эксплуатировать в щадящем режиме. При этом постарайтесь избегать больших скоростей, а также быстрых разгонов и торможений. Это своеобразная обкатка автомобильной резины. После ее прохождения колеса можно использовать в стандартном режиме, потому что они уже станут полностью адаптированными для ежедневной эксплуатации.
Теперь вы знаете, что самостоятельная шиповка шин является достаточно простой процедурой. Вам нужно только поверить в собственные силы и придерживаться нехитрой технологии. Да, чуть не забыл, так же нужно обратить внимание на диаметр отверстий под шипы и сами шипы.
Если шипы с фланцами, то под них все подходит идеально, а резьбовые шипы могут быть самыми разными и отверстия под них могут требоваться, а могут быть и не нужны. Иногда шипы просто вкручиваются в покрышку как саморезы, но обычно этот метод используется на покрышках для тракторов и грузовых автомобилей, где протектор позволяет проделать такую операцию.
Источник: autodromo.ru
Как делают зимнюю шипованную резину для машин в закладки 4
А вы никогда не задумывались как делают зимние шипованные колеса? Покупая их от известной марки вы уже уверены в качестве? За шину — да, безусловно. А вот за шипы?
Дело в том, что совсем недавно, некоторые бренды производили только сами шины, а ошиповку же делали торгующие шинами организации. Что там вам нашиповали в гараже — не известно никому, включая того, кто и шиповал вашу резину. В целях экономии очень часто это делалось в ара-сервисах подручным методом из тех шипов для покрышек, которые аллах послал.

Фотографии и текст Александра «Russos» Попова
Теперь же закон призывает организации, занимающиеся ошиповкой шин, соблюдать рекомендации производителя по типу шипа, его расположению и т.п. Но если для Европы такие рекомендации — закон, то у нас, зачастую, это остается на совести… Поэтому-то многие шинные бренды, которое обустроились в России, позаботились об открытии собственных производств по ошиповке шин. И это правильно, ведь нам нужен качественный товар. И не хотелось бы разбираться в том, кто шиповал эту шину, кто ее делал, а то прям как в монологе Райкина про костюм:…«К пуговицам вопросы есть?»
Я же ршил разобраться с вопросом ошиповки поглубже и обратился за помощью к шинникам, у которых есть свое производство. И недавно мне устроили экскурсию по шинному производству компании Мишлен. Увы, снимать его нельзя, кроме участка ошиповки. Дело в том, что многие станки являются собственной разработкой компанией и она очень сильно охраняет свою коммерческую тайну. На заводе были случаи, когда ловили шпионов конкурентов, которые приходили устраиваться на работу и вели себя потом подозрительно. Настоящие шпионские войны 
Michelin подошел так — раз уж они делают качественные шины, то за качество надо отвечать на всех этапах. Раз на покрышке написано «Michelin», значит и за качество отвечает компания в целом. Поэтому в 2005 году на заводе в Давыдово был открыт цех по ошиповке. Теперь все шипы для покрышек, их технология изготовления и ошиповка полностью отвечает стандартам компании. Здесь, кстати, производятся все шипованные шины, которые идут на российский и скандинавский рынок.
1. Для ошиповки выделен небольшой цех.


3. На заводе помешаны на безопасности. Для современного производства это сейчас норма. Но я все равно удивляюсь, когда все сотрудники проходят именно через эту калитку, а не сбоку.

4. На заводе процесс ошиповки полностью автоматизирован, что минимизирует человеческий фактор.

5. Шипы. Я, пока их рассматривал, уронил один шип на пол. Тут же двое сотрудников мне сказали, что обратно в бункер его класть нельзя, только в утиль теперь. И проконтролировали, куда я его положил. Невероятно. А казалось бы — какой-то один шип.

6. Автоматическая линия обеспечивает высокую стабильность процесса.

7. Компьютер с помощью датчиков находит гнездо каждого шипа и сажает его точно на свое место.

8. Контролируя при этом выступ шипа из протектора и силу вдавливания.

9. Головка крупным планом.

Сам процесс лучше посмотреть на видео, которое предоставила пресс-служба компании
10. После ошиповки каждая шина проходит визуальный и тактильный контроль.

11. Скоро на зимних дорогах страны.

12. Невероятные тактильные ощущения, когда погружаешь в шипы для покрышек руку.

13. И традиционный вопрос — на чем ездите вы зимой? Я уже много лет езжу на так называемой «липучке».

14. Можно сказать, что музейный экспонат. Станок для ручной ошиповки шин. Используется для опытного производства и единичных экземпляров.

15. Компания использует традиционные круглые шипы для покрышек. Как показала практика, все другие формы становятся со временем круглыми или поворачиваются под произвольным углом.

16. Кстати, с 1 января 2016 года вступает в строй новый Техрегламент в России. Теперь максимальное количество шипов на погонный метр протектора равно 60.
Источник: nauka.boltai.com