Как делают шины для автомобиля грузового
Конструкция грузовой шины
В предыдущей статье мы подробно рассказали об истории возникновения шины для автомобиля. Теперь давайте рассмотрим строение шины и изучим ее конструкцию.
Радиальные и диагональные шины
Существует два типа грузовых шин: диагональные и радиальные. Первые пневматические шины имели диагональную конструкцию. Каркас шины состоял из полотняных слоев. Позже большую популярность приобрели хлопчатые корды. Чтобы шина была крепче и держала форму, делали несколько слоев корда, которые перекрещивались между собой. Если на современной шине встречается надпись 16 PR (слойность 16), это означает, что данная шина выдерживает точно такую же нагрузку, как и шина с 16 слоями хлопчатобумажного корда. Позже нити стали изготавливать из более прочного материалы: вискозы и нейлона. Сейчас самым распространенным считается стальной корд.
Диагональная шина состоит из нескольких хлопчатобумажных слоев, расположенных так, что нити соседних слоев перекрещиваются друг с другом. Радиальная шина состоит из одного слоя металлических нитей, натянутых от одного борта к другом. Нити не перекрещиваются. Мягкий каркас усиливается стальным брекером, который опоясывает каркас.
Преимущества и недостатки радиальных и диагональных шин
Преимущества радиальной шины:
Преимущества диагональных шин:
Cтроение шины на примере радиальной конструкции
- Протектор
- Боковина
- Зона опирания
- Центровочный выступ
- Борт
- Бортовое кольцо
- Внутренний герметизирующий слой (инерлайнер)
- Носок борта
- Зона борта
- Каркас
- Брекерные слои
- Вершина
Источник: tyrecraft.ru
gazz-gazz › Блог › Секреты и технологии автомобильной шины

Я побывала на шинном заводе Мишлен, и расскажу, как они делают шины, что за резину придумали для лета и зимы, где купить самые свежие шины и, почему результаты тестов получаются разные.
• Как они сделаны
• Что нового в мире автомобильных шин
• Ответы на наболевшие вопросы

Завод полного цикла Мишлен в Давыдово (М.О.) работает в 4 смены — 24 часа, 7 дней в неделю, его производственная мощность – более 4500 штук в день. Завод производит летние и зимние шины с посадочным диаметром 13- 17 дюймов. Кроме производства на территории расположен логистический центр МИР — на 240 000 легковых и 80 000 грузовых шин, а также действует цех восстановления грузовых покрышек и самый большой центр ошиповки шин в Европе.

КАК ОНИ СДЕЛАНЫ.
Шина состоит из 200 компонентов, и процесс производства полного цикла начинается с процесса резиносмешения. Сыпучие компоненты собираются на электронных весах и упаковываются в «порционные» пакеты, после чего отправляются на производство. Пылеобразные силика (диоксид кремния) и сажа загружаются из накопителя сразу в резиносмеситель. Сажа составляет около 25-30% резиновой смеси и необходима для придания шине такой характеристики как износостойкость, и привычного нам черного цвета.
Доля силики в резине в последние годы намного увеличилась, и шина приобрела существенно более низкое сопротивление качению и хорошее сцепление с дорожным покрытием при низких температурах, не теряя такую важную характеристику, как сопротивление износу, которая в свое время достигалось благодаря саже.
Эта инновация стала основой «зеленных шин» с низким сопротивлением качению. Также силика в некоторой степени препятствует вырыванию кусков из протекторного слоя.
Натуральный и искусственный каучук нарезаются кубиками уже ближе к смесителю. Количество и процентное содержание натурального каучука – зависит от назначения шины и нагрузки, которую она несет.
Чем больше шина, тем больше натурального каучука. Натуральный каучук дорогой, он трудно добывается — только через 7 лет после посадки дерево Гевея начнет давать сок. Запах у «природной резины» сладковато-приторный. Партии с виду разного цвета — ведь его окуривают дымом, чтобы не заводились жучки, перед упаковкой в вакуум. Натуральный каучук позволяет уменьшить внутренний нагрев в процессе эксплуатации шины, тем самым обеспечивая высокое механическое сопротивление.

Синтетический каучук является продуктом нефтепереработки, не имеет запаха и держит форму, в отличие от «природного», который расплывается при комнатной температуре и поэтому, натуральный хранится в холоде.
В шинной индустрии 60% используемых каучуков — синтетические. Под нагрузкой он деформируются, но возвращаются в исходную форму через некоторое время после прекращения воздействия. Эта характеристика как раз и используется в производстве шин для обеспечения высокого уровня сцепления. Применение синтетического каучука также оказывает влияние на износ и сопротивления качению.
Резиносмеситель, который занимает 3 этажа, похож на какой-то искусственный организм, в который по трубам, воронкам и конвейеру подают «корм» и жидкости. Организм горячий, урчащий, медленно и ворча переваривающий всю эту смесь, которая потом выходит на горизонтальные валы. Дальше экструдеры и профилеры многократно скручивают, греют и прогоняют смесь через валы, чтобы придать ей форму полотна.

Из каждой партии оператор вырезает кусочки смеси и по пневмопочте отправляет их на исследование в лабораторию.
Дальше идет уже непосредственно сборка шины – это похоже на приготовление слоеного татского пирога – курника, где в тесте запекается много слоев из блинов и начинки.
Для каркаса шины сначала берут резиновую основу для воздухонепроницаемого слоя, который заменяет камеру в бескамерных шинах, обрезиненный текстильный корд, держатели колец и так далее. Потом бандаж помещают на вращающийся барабан, боковые части которого сближаются и раздувают центральную часть. Так каркас приобретает форму близкую к форме шины, на который надевают металлический корд и протекторный слой.

Следующий этап — вулканизация в пресс-форме. Давление создает мембрана, которая раздувается и изнутри прижимает протекторый слой к стенкам формы. Пресс-форма когда открывается — напоминает открытие космического корабля в фильмах — идет пар, шипение и медленно раскрывающиеся лепестки формы обнажают новенькую готовую шину.


НОВИНКИ 2016 ГОДА
Чипованные колеса. Мишлен в 2015 году запустил новую серию шин — Connected – это чипованные колеса для легкового, грузового и с/х назначения. Чипы предоставляют транспортному средству и пользователю обратную информацию для управления шиной в режиме реального времени через приложение для мобильных телефонов. А для грузовых и с/х автомобилей позволяют увеличить производительность.
Шина CrossClimate. Мишлен – первые, кто сертифицировал в Европе летнюю резину для зимнего использования. В России эта шина позиционируется в новом сегменте «Лето+» и позволяет осуществлять безопасное движение в межсезонье, но в силу специфики суровых зимних условий России шина не являетя альтернативой нордическим зимним шинам.
CrossClimate может безопасно адаптироваться к различным погодным условиям, и получила высшую оценку — «А» — на европейских тестах для мокрого торможения, и в то же время, успешно прошла сертификацию для зимнего использования. За первые 9 месяцев после выхода на рынок, их было продано более трех миллионов штук. Для того, чтобы совместить несовместимое, в отделе исследований в течение 3-х лет работала группа из 150 человек.
Авиация. Мишлен делает шины для гражданской и военной авиации. Авиационные шины продаются с гарантией определенного количества приземлений. Так, компания Мишлен является официальным поставщиков шин для Боинга, после разработки технологии Near Zero Growth (NZG), которая позволила увеличить в 2 раза количество гарантированных приземлений и уменьшить вес шины на 15%.

Сельское хозяйство. Агрошины с технологией МИШЛЕН UltraFlex позволяют существенно снизить утрамбовку почв и, как следствие, повысить производительность фермерcких хозяйств.
Горнодобывающая промышленность. Срок службы крупнейшей шины в мире — XDR3, 53/80 R80 увеличен на 10% за счет более равномерного распределения нагрузки по всей площади контакта, снижения давления и скорости износа.
Электромобили. Мишлен разработал линейку шин Energy E-V для электрических транспортных средств. Поскольку обычно шины потребляют до 30% энергии транспортного средства, шины Energy E-V меньше нагреваются при движении, тем самым снижая потребление энергии.
ВОПРОСЫ, КОТОРЫЕ ЗАДАЕТ ПОЧТИ КАЖДЫЙ.
1. Выпускаете ли Вы одинаковые модели на разных заводах? Могут ли быть разные составы для моделей, производимых для разных регионов /продаваемых в разных странах?
— Одинаковая модель может выпускаться на разных заводах. Состав всегда идентичный, не зависимо от того, на каком заводе произведена шина. За этим строго следят все лаборатории и постоянные проверки качества. Поставщики компонентов одобряются на уровне группы поэтому, шина, купленная в любой стране Европы или в России – будет абсолютно одинаковая.
Уже несколько печатных изданий и не раз проводили тесты в России (За Рулем) и в Украине (Автоцентр), когда брали одинаковые модели шин, но произведенные на разных заводах. Результаты и независимые анализы показали их идентичность.

2. Касательно тестов шин: почему одна и та же модель шин, почти всегда получает разные оценки в тестах, вплоть до противоположных?! (естественно это касается не только Мишлен)
Мишлен принципиально не предоставляет специальные шины для тестов, так как считает, что в сравнении должны участвовать только товарные образцы. Специалисты отмечают, что одна и та же шина, может участвовать в тестах несколько лет и каждый год сравнительные результаты будут разными, даже у одних и тех же изданий.
Все очень сильно зависит от условий проведения тестов и автомобилей. Например, если тест проводится на полигоне какого-либо шинного или авто-производителя — достаточно часто побеждает образец именно этого производителя (поскольку шина создавалась /тестировалась именно на этом покрытии). А в целом все зависит от тысячи мелких неповторяемых факторов – температуры, влажности, давления, конкретного покрытия…
3. Будут ли делать в России гоночную резину? Есть ли такие планы?
— Нет
4. Отличаются ли состав одной и той же шипованной и не шипованной модели?
— Существующие на рынке зимние шины МИШЛЕН – нешипованные МИШЛЕН X-Ice 3 и шипованные МИШЛЕН X-Ice North 3 — это две разные модели шин, отличающиеся друг от друга элементами внутреннего и внешнего строения. Так, например, при производстве протектора для шипованной шины используют два типа резиновой смеси, в то время как для нешипованной – только одну.

5. Есть ли у Вас в планах выпуск зимней «липучки» в размере от 36″ и больше?
— В России – нет.
6. Планируете ли вы организовать магазин при заводе? Можно ли частнику купить резину с завода?
— Можно купить через интернет-магазин shop.tyreplus.ru

7. Некоторые пользователи отмечают, что качество выпускаемых в России шин хуже, чем аналогичных моделей, производимых на заграничных заводах.
— Это психологический фактор, смотри первый вопрос.
Ну а я, придумала причину приехать сюда еще раз – ведь времени посетить цех по восстановлению грузовых шин мне не хватило.
Источник: www.drive2.ru
Процесс производства автомобильных шин: просто о сложном

Функция этого товара – обеспечение сцепления с дорожным полотном, уменьшение колебаний за счет неровностей, обеспечение комфорта и безопасности передвижения.
Автомобильные шины – обязательный элемент любого колесного транспорта. От качества и вида этого продукта зависит комфортность и безопасность перемещения. В случае утери свойств шины потребуется немедленная ее замена, так как весь автомобиль или грузовик будут непригодны для дальнейшего использования.
Этапы производства от идеи до конечного продукта
Общая технология производства автомобильных шин одинакова на всех предприятиях. Для создания автошины нужно пройти ряд обязательных этапов:
- разработка модели;
- тестирование прототипа;
- подготовка резиновой смеси;
- подбор компонентов шины;
- сборочное производство;
- вулканизация;
- контроль качества.
Каждый из представленных шагов необходим для создания конкурентоспособной продукции, которая будет иметь спрос на рынке. Такой производственный цикл организован на крупнейших предприятиях известных брендов и компаний, как в России, так и за рубежом.
Оборудование для производства шин
С технологической точки зрения производство покрышек – достаточно капиталоемкое вложение. Оно рентабельно, если выпускать от 100 тыс. штук в год с налаженными каналами сбыта.
В комплекс оборудования для производства входят:
- формователи шин;
- холодильные установки;
- протекторная линия;
- обрезатель стального корда;
- намоточная машина;
- линия экструзии;
- крыльевой станок;
- обработчик текстильного корда;
- пресс соединения;
- резиносмеситель;
- экструдер;
- вулканизатор.
Окончательный перечень и количество станков выбираются в соответствии с мощностью и характером производимой продукции.
На заметку. По данным аналитической фирмы ООО «ПКР», существует следующее географическое разделение по объемам производства отечественных шин: 35% производится в ПФО, 28% – в СЗФО, 22% – в ЦФО и 12% – в СФО.
Создание модели
Чтобы автомобильные шины не вызывали недовольства у водителей, при производстве должны быть учтены условия их использования: погода, характер вождения, климат, дорожное покрытие, качество дорог.
Обязательно разрабатывают цифровую модель автошин. Поскольку они работают под действием нагрузок постоянного и переменного характера, важно математически просчитать долговечность отдельных компонентов.
В зависимости от результатов цифровых испытаний подбираются конструкция, состав резиновой смеси, дозировка компонентов и пр. На этой стадии работают технологи и промышленные дизайнеры.

Схема устройства автомобильной шины
Виды шин
В зависимости от размера и типа транспорта выделяют легковые и грузовые покрышки. Принцип изготовления обоих видов аналогичен.
По времени года, которое рекомендуется для использования:
- летние (для температур от +5 градусов);
- зимние (для температур ниже +5 градусов);
- всесезонные.
Отличия есть и в рисунке протектора, который позволяет выделить:
- шоссейные, или автодорожные;
- грязевые, или внедорожные;
- универсальные.
По типу усиления сцепления с дорогой (особенно зимой):
- европейские – для мягких зим с минимальным количеством снега и льда;
- скандинавские, или липучки – усиливают сцепление за счет специального протектора;
- с шипами – оснащенные металлическими элементами для улучшения торможения в условиях снега и льда.
Кроме того, выделяют беспрокольные варианты, выполненные из более жесткой резины.
По направлению протектора также есть разделение на:
- симметричный ненаправленный рисунок;
- симметрично направленный рисунок;
- ассиметричный ненаправленный рисунок;
- ассиметричный направленный рисунок (самые дорогие варианты).
Тестирование прототипа

После компьютерного моделирования проводятся натурные испытания. В рамках таких тестов разработки компании проходят апробацию в реальных условиях на специальных стендах или конкретных видах транспорта.
При достижении эксплуатационных показателей модель шины уходит в серийное производство.
Подготовка резиновой смеси

Более 80% шины состоит из смеси резиновых компонентов, наполнителей и специальных присадок. Точный состав хранится в строжайшей тайне и является конкурентным преимуществом каждого конкретного производителя.
Рецепты насчитывают до 20 составляющих в строгих пропорциях. Баланс компонентов обеспечивает уникальный набор свойств готовой продукции.
На этой стадии полученная масса тщательно перемешивается и нагревается до 120 градусов.
Необходимое сырье
Можно выделить ряд основных компонентов, которые используются на этапе смешения для производства автопокрышек:
- Каучук – материал природного или промышленного производства (синтетический), составляющий основу будущего изделия (40-50% от всего объема).
- Технический углерод, или по-другому сажа, нужен для придания прочностных характеристик. Благодаря этому компоненту шины становятся черными (25-30%).
- Силикат, или диоксид кремния (около 10%).
- Сера – элемент, который нужен для сцепления молекул полимера во время вулканизации.
- Специальные добавки, вулканизирующие агенты и модификаторы для достижения заданных свойств.
- Масла – для придания однородности смеси (10-15%).
Подбор компонентов шины

Конструкция автомобильной покрышки напоминает пирог, слои которого последовательно накладываются друг на друга. Помимо резиновой смеси покрышка состоит из:
- стального брекера;
- текстильного корда, который также проходит процесс обрезинивания;
- стальных бортовых колец.
В общей сложности могут применяться до 30 элементов, позволяющих усилить готовую конструкцию.

На этой стадии нужно подготовить резиновые заготовки, нарезанные по требованиям геометрии конструкции. Эти элементы изготавливают в цеху перемешивания в специальных низкотемпературных печах.
Отдельно изготавливается протектор из более прочной резины с нанесением нужного рисунка. Для этого используются экструдеры, которые формируют ленту, и оборудование для нарезки протектора под углом.
Сборочное производство

Сборка автомобильных шин происходит на специальных вращающихся барабанах, которые еще называют сборочным станком. Центральная часть этого оборудования увеличивается для того, чтобы придать покрышке нужную форму. Отдельно собираются каркас шины (которому придается форма профиля шины) и брекерный пакет (многослойная кордовая конструкция).

Соединяя обе эти части, получают «сырую шину».
Вулканизация
Процесс проходит в специальных аппаратах – пресс-вулканизаторах. Они нужны для реализации химической реакции, в ходе которой каучук за счет содержащейся в резиновой смеси серы переходит из пластического в эластичное состояние.

Технологический процесс проводится при высоких температурах (порядка 170 градусов) и давлении (20 бар) с участием воды и водяного пара. «Сырая шина» распирается с внутренней стороны и прижимается к пресс-форме специальной диафрагмой. После окончания вулканизации автопокрышка приобретает конечные геометрические и эксплуатационные параметры. В среднем на одну заготовку нужна обработка в течение 10-15 минут для легковых и 60-70 минут для грузовых аналогов.

Контроль качества
Заключительный этап на производстве – контроль заявленных параметров на оборудованных стендах и визуальный контроль. По партии выборочно проверяются параметры: форма, неоднородность и радиальное биение в разных плоскостях.
После тестирования и маркировки (типоразмер, индекс скорости, нагрузки) покрышка отправляется на склад готовой продукции и дистрибуцию. Отбракованные шины отправляют на ремонт или переработку.
Обязательная маркировка шин
С 2020 года автомобильные шины вошли в перечень товаров, которые подлежат обязательной маркировке. Эта мера принята для того, чтобы снизить количество контрафактной продукции на рынке.
Технология маркировки – RFID-метки, которые работают бесконтактным способом. Ее наличие подтверждает качество товара и надежность поставщика. За счет того, что каждая метка уникальна, будет возможным проследить информацию о передвижении товара на всем жизненном цикле: от производства до утилизации.
На заметку. Согласно исследованию компании TEBIZ GROUP, лидером импортных поставок в 2018 году стали покрышки из Китая (более 46% от всего объема импорта).

Российские производители и бренды автошин
В России создано несколько производственных площадок, которые выпускают автопокрышки. Отечественные заводы выпускают продукцию, которая соответствует международным требованиям к качеству и поставляется как на внутренний, так и зарубежные рынки.
Источник: moneymakerfactory.ru
Как делают автомобильные шины? Технология производства
 Говоря об автомобильной резине, мы редко задумывается из чего и как делают этот товар. А между тем всё не так просто, как может показаться на первый взгляд. Технология производства покрышек включает множество этапов и нюансов. Начальной стадией создания автомобильных шин является разработка их профиля и рисунка протектора посредством специализированных компьютерных программ объёмного моделирования. Далее компьютер просчитывает и анализирует эффективность шины в различных ситуациях и условиях эксплуатации, после чего устраняются недостатки, пробные образцы нарезаются на специальных станках вручную и тестируются в реальных условиях.
Говоря об автомобильной резине, мы редко задумывается из чего и как делают этот товар. А между тем всё не так просто, как может показаться на первый взгляд. Технология производства покрышек включает множество этапов и нюансов. Начальной стадией создания автомобильных шин является разработка их профиля и рисунка протектора посредством специализированных компьютерных программ объёмного моделирования. Далее компьютер просчитывает и анализирует эффективность шины в различных ситуациях и условиях эксплуатации, после чего устраняются недостатки, пробные образцы нарезаются на специальных станках вручную и тестируются в реальных условиях.
В результате испытаний происходит сбор информации для сравнения с показателями лидеров рынка того же класса, после чего осуществляется финальная доводка, предшествующая запуску на конвейер и массовому производству.
Изготовление резиновой смеси
Материал, из которого изготовлена покрышка, имеет первостепенное значение. Следует понимать, что шины различных производителей существенно отличаются в первую очередь свойствами резины, состав которой зачастую является коммерческой тайной. Столь серьёзный подход объясняется тем, что резиновая смесь определяет технические характеристики шин, включая:
- Уровень сцепления с дорогой.
- Долговечность и надежность.
- Сезонность и износостойкость.
 Состав резины современных автопокрышек включает множество материалов и компонентов: всевозможных присадок и химических соединений, которые и определяют свойства и поведение шин. Подбором и комбинацией этих элементов занимаются целые лаборатории в каждой компании, ведь именно химические добавки и их дозировка позволяют изделию превзойти конкурентов. Базой же для всех служит обычная резина, состав которой ни для кого не является секретом. Она состоит из:
Состав резины современных автопокрышек включает множество материалов и компонентов: всевозможных присадок и химических соединений, которые и определяют свойства и поведение шин. Подбором и комбинацией этих элементов занимаются целые лаборатории в каждой компании, ведь именно химические добавки и их дозировка позволяют изделию превзойти конкурентов. Базой же для всех служит обычная резина, состав которой ни для кого не является секретом. Она состоит из:
- Каучука, который бывает изопреновым (натуральным) и синтетическим, и является основой резиновой смеси (от 40 до 50 процентов состава).
- Технического углерода (промышленная сажа), благодаря молекулярным соединениям которого шина имеет не только чёрный цвет, но и становится прочной и устойчивой к износу и температурам (от 25 до 30 процентов состава).
- Кремниевой кислоты, повышающей показатели сцепления покрышки с влажным покрытием, и применяемой в основном иностранными шинниками (примерно 10 процентов состава).
- Смол и масел, выступающих вспомогательными составляющими для обеспечения мягкости и эластичности изделия (около 10-15 процентов состава).
- Вулканизирующих агентов, роль которых чаще всего отводится соединениям серы и специальным активаторам.
Отметим, что российский каучук признан лучшим во всём мире, а потому востребован и применяется большинством ведущих мировых компаний-производителей. А поскольку синтетический каучук уступает натуральному по всем показателям, то в этой области РФ останется лидером ещё очень долго.
Производство компонентов
Технологический процесс создания шины, кроме прочего, включает в себя несколько параллельных этапов изготовления её компонентов, среди которых:
- Прорезиненная лента – это первичная заготовка для изготовления протектора, разрезаемая в зависимости от требуемого размера.
- Брекер и каркас – элементы, несущие ответственность за устойчивость к порезам, прорывам и прочим повреждениям. Также брекер и каркас отвечают за жёсткость всей конструкции покрышки.
- Борт шины — является наиболее жёсткой её частью, и обеспечивает герметичность при монтаже на обод колеса.

В качестве материала для каркаса и брекера современных шин служит либо металлокорд, либо стекловолокно. Последнее применяется при изготовлении покрышек класса «премиум», в то время как металлокорд незаменим в моделях, предназначенных для оснащения грузового автотранспорта.
Сборка и вулканизация
Заключительным этапом производства автопокрышки является сборка. Данная технологическая процедура выполняется методом наложения слоев каркаса, боковин, борта и протекторной части, и осуществляется на специальном сборочном барабане. После компоновки и придания нужной формы все составляющие элементы соединяются в монолитную конструкцию посредством процедуры вулканизации. Далее изделие проходит необходимые проверки, маркируется и отправляется на рынки по всему миру.
Источник: wheel-info.ru
Конструкция шины

Конструкция пневматической шины:
1 — двухслойный протектор (красным выделена мягкая резина);
2 — специальная форма бортового кольца;
3 — плечевые части, устойчивые к порезам;
4 — защитный бортовой слой
Современная шина имеет довольно сложную конструкцию. Основным материалом для изготовления шины служит резина и специальная ткань — корд. Если изготовить шину только из резины, то при заполнении ее воздухом, она будет значительно изменять свои размеры и форму. Резина, использующаяся для производства шины, изготавливается из каучука (натурального и синтетического), к которому в процессе производства добавляются различные наполнители: сера, сажа, смолы и др.
При изготовлении пневматических шин для первых автомобилей использовался только натуральный каучук, который получали из смолы деревьев — каучуконосов. Синтетический каучук был впервые получен в нашей стране. Это изобретение принадлежит академику С. В. Лебедеву, который в 1931–1932 г. впервые в мире разработал технологию производства синтетического каучука. Для того чтобы эластичный каучук с наполнителями превратился в упругую резину, он должен пройти процесс вулканизации (соединение серы с каучуком, которое происходит при повышенной температуре). Шины вулканизируются в специальных пресс-формах, внутренняя поверхность которых соответствует наружной поверхности шины. Перед тем как шина попадает в пресс-форму, она собирается из составляющих ее элементов на специальных станках.
Покрышка конструктивно состоит из каркаса, брекера, протектора, боковины и борта. Каркас шины изготавливается из нескольких слоев прорезиненного корда, представляющего собой ткань, состоящую из близко расположенных друг к другу продольных и редких поперечных нитей. Чем прочнее нити корда, тем долговечнее шина. В качестве нитей для изготовления корда в настоящее время применяют синтетическое волокно, стекловолокно и стальные нити (металлокорд). С увеличением слоев корда в каркасе увеличивается прочность шины, но одновременно растет ее масса и увеличивается сопротивление качению.
Борт шины имеет определенную форму, необходимую для плотной посадки ее на обод колеса. Борта шины не должны растягиваться, чтобы обеспечить плотную посадку шины на ободе и предотвращать возможность соскакивания шины с обода. С этой целью внутри бортов шины вставляются разрезные или неразрезные бортовые кольца, изготовленные из нескольких слоев прочной стальной проволоки. Снаружи борта покрыты прорезиненным кордом и тонким слоем резины.
Боковина шины представляет собой нанесенный на каркас тонкий слой эластичной и прочной резины. Она предохраняет шину от боковых повреждений и воздействия влаги.
Протектор шины обеспечивает сцепление шины с дорогой и предохраняет каркас от повреждений. Для его изготовления используется прочная, износостойкая резина. Внешняя часть протектора выполняется в виде четкого рисунка, под которым находится так называемый, подканавочный слой. Рисунок протектора определяется типом и назначением шины.
Брекер представляет собой специальный пояс, выполненный из нескольких слоев прорезиненного корда, который находится между каркасом и протектором. От конструкции брекера в значительной степени зависит форма пятна контакта шины с дорогой. Брекер предохраняет каркас от толчков и ударов и передает усилия различным частям шины.
Внутренняя поверхность шины покрыта тонким слоем резины. Состав применяющейся для этого слоя резины может быть разным в зависимости от типа шины (камерная или бескамерная).
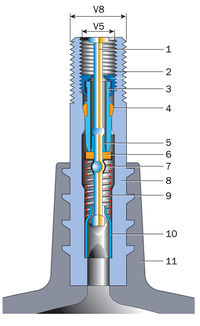
Вентиль камеры:
1 — стержень золотника;
2 — резьбовая головка;
3 — втулка;
4 — уплотнитель;
5 — верхняя чашечка;
6 — уплотнительное кольцо золотника;
7 — нижняя чашечка;
8 — корпус вентиля;
9 — пружина золотника;
10 — направляющая чашечка;
11 — обрезиненный кожух
В камерной шине для удержания сжатого воздуха используется камера, которая представляет собой эластичную, воздухонепроницаемую оболочку в виде замкнутой трубы. Для того чтобы при монтаже шины на обод камера не образовывала складок, размеры камеры должны быть несколько меньше, чем внутренние размеры шины. Поэтому заполненная воздухом камера находится в растянутом состоянии. Для накачивания и выпуска воздуха камера соединяется с вентилем — специальным клапаном, форма и размеры которого зависят от типа шины. При монтаже шины на обод колеса вентиль должен проходить через специальное отверстие, выполненное в этом ободе.
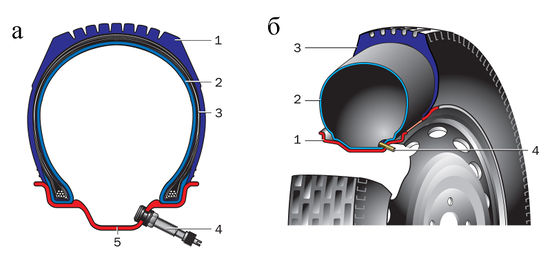
Конструкция колеса (а) с бескамерной шиной:
1 — протектор;
2 — герметизирующий воздухонепроницаемый резиновый слой;
3 — каркас;
4 — вентиль колеса;
5 — обод;
(б) колеса с камерной шиной:
1 — обод колеса;
2 — камера;
3 — шина (покрышка);
4 — вентиль
Бескамерные шины внешне мало отличаются от камерных. Внутреннее покрытие такой шины должно быть изготовлено из слоя воздухонепроницаемой резины толщиной 2–3 мм, а на наружную поверхность борта наносят эластичную резину, которая обеспечивает герметичность при посадке шины на обод. Вентиль бескамерной шины образует герметичное соединение при установке его в отверстие обода колеса.
При проколе бескамерной шины небольшим предметом этот предмет растягивает воздухонепроницаемый внутренний слой резины бескамерной шины и обволакивается ею. При этом воздух из бескамерной шины выходит очень медленно, в отличие от камерной, в которой камера находится в растянутом состоянии, и, следовательно, любое ее повреждение вызывает увеличение образовавшегося отверстия. Поэтому бескамерные шины более безопасны. Ремонт небольших повреждений бескамерных шин можно производить без снятия шины с обода, герметизируя образовавшееся отверстие специальным материалом.
Важным преимуществом бескамерных шин по сравнению с камерными является меньшая масса и нагрев при движении. Последний обусловлен отсутствием трения камеры о шину и лучшим охлаждением. Так как износ шин в значительной степени зависит от рабочей температуры, бескамерные шины долговечнее. Не рекомендуется устанавливать в бескамерные шины камеры, поскольку при накачивании камеры между шиной и камерой могут образоваться воздушные подушки, которые будут мешать отводу тепла и приведут к местному перегреву шины. К недостаткам бескамерных шин следует отнести большую сложность ремонта в пути в случае сильных повреждений, а также необходимость в высокой чистоте и гладкости закраины обода для обеспечения герметичности.
Подробнее о классификации шин смотри в главе ОБОЗНАЧЕНИЕ И КЛАССИФИКАЦИЯ ШИН
Источник: wiki.zr.ru