Как отбалансировать тормозные диски
Тормозные диски: менять или протачивать?
Повело тормозные диски? Стас Панин уверяет, что с этим можно справиться.
Тормозные диски — дорогие расходники. Обычно их хватает на два комплекта колодок. Но бывает, что они обращают на себя внимание гораздо раньше — например, когда по причине резкого перепада температур возникает заметное биение. Проехал по луже после интенсивного торможения — вот диски и покоробило. Симптомы: вибрации на руле и педали тормоза, которые при замедлении порой переходят даже на кузов.
Прежде «кривые» диски получали отставку. Лишь отдельных счастливчиков выручали знакомые токари, имеющие станки для проточки. Лет пятнадцать назад автомастерские начали закупать соответствующее оборудование, но работу делали на кустарном уровне. Лишь с появлением новых станков дело вошло в более-менее цивилизованное русло. Проточка дисков обходится недорого — порой в несколько раз дешевле комплекта новых дисков.
Бить или не бить
Станки для проточки бывают двух видов, а устанавливают их непосредственно на ступицу тормозного диска. Те, что подороже, выполнены единым узлом и обеспечивают лучшую точность обработки; такой станок соединяют со ступицей через переходник. Устройства попроще имеют отдельный узел с резцами; они требуют больше времени на установку, а резцы монтируются на скобу тормозного суппорта.
В обоих случаях станок сам вращает ступицу: двигатель автомобиля не работает, коробка — в «нейтрали». Резцы постепенно смещаются по поверхностям диска — сродни граммофонной игле, но которая движется от центра пластинки. За один проход резцы снимают пару десятков микронов металла с каждой стороны. Далее их переставляют и повторяют проточку. Обычно диск полностью обрабатывают за два-три таких прохода. Причем сначала срезают фаски, образовавшиеся от работы тормозных колодок, — это снижает нагрузку на станок и резцы и обеспечивает хорошее качество обработки поверхности.
Перед проточкой механик обязательно осматривает диски и подвеску машины. Нельзя проводить обработку, если у ступичного подшипника люфт или перекаты. В противном случае диск начинает гулять между резцами и о ровной проточке можно забыть. Даже если подшипник лишь гудит, нужно предварительно его поменять: если замену проводить после проточки диска, нет гарантии, что при последующей запрессовке ступица встанет идеально ровно, а вместе с ней и проточенный диск.
Диски проверяют на остаточную толщину, величину биения и степень коррозии рабочей поверхности. Слишком тонкие нельзя точить, они и так уже плохо переносят тепловую нагрузку. Допустимая толщина зависит от конкретной модели и ее модификации (размера тормозных механизмов). Биение диска по нескольким радиусам проверяют индикатором. Фактически это измерение разности толщин в разных точках — она не должна превышать 0,05 мм. Нельзя проводить проточку при глубокой коррозии: есть риск, что на выходе диск окажется слишком тонким.
collage
После проточки нужно поменять колодки, иначе поработавшие с кривым диском фрикционные накладки убьют обработанный диск. Ради эксперимента возьмите такую колодку и потрите на наждачной бумаге, которая лежит на ровной плоскости, — на визуально ровной поверхности проступят опасные впадины!
В Москве стоимость проточки дисков одной оси — не меньше 2000 рублей. Рекомендовано обрабатывать оба диска, дабы не смещать тормозной баланс.
ЗОНА РИСКА
Чугун — самый распространенный материал для тормозных дисков. И довольно коварный: при резких перепадах температур чугун заметно меняет физические свойства — твердость, объем и даже внутреннюю структуру. Эта особенность приводит к чрезмерному короблению рабочих поверхностей диска. Конечно, существуют более стойкие аналоги (например, керамические или композитные), обеспечивающие лучшую стабильность и динамику торможения, — но их цена зашкаливает.
Щиток тормозного диска не защищает от воды: она обильно попадает на обе его поверхности. Если чугунный диск подвергся слишком резкому перепаду температур, возможно повреждение его внутренней структуры. Обработка на станке снимет поведенный верхний слой, но после пары интенсивных торможений (то есть нагрева и охлаждения) поверхность вновь поведет — это случается в пяти случаях из ста. Убитый диск при проточке способен вычислить только опытный токарь — по изменению тональности шелестящего звука от резцов.
Чаще внутреннюю часть диска ведет сильнее, чем наружную. Это бывает на машинах с суппортами с так называемой плавающей скобой: первой срабатывает внутренняя колодка — и, соответственно, эта поверхность диска больше нагревается.
Биение передних дисков обычно отзывается вибрациями на руле, биение задних — на педали тормоза и на кузове. Передние диски чаще страдают от перепада температур (они сильнее нагружены), а задние — от коррозии. Вибрации увеличиваются с ростом температуры диска и окружающей среды — из-за расширения металла. Иногда ощутимое биение сходит на нет в зимнюю пору.
Источник: www.zr.ru
Проточка тормозных дисков своими руками
Тормоза нужны автомобилю не только для экстренной остановки, но и для лучшей его управляемости, повышения контроля движения со стороны водителя, и конечно же для обеспечения безопасности пассажиров. Именно поэтому сам водитель в личном авто или технический персонал в гараже, должны регулярно проверять состояние тормозной системы – шлангов, рабочих цилиндров, колодок и самого тормозного диска. И, если почти все детали легко заменить на новые, то тормозной диск можно вернуть к нормальному состоянию в короткие сроки своими руками.
Когда необходима проточка тормозных дисков?
В комплекте любого автомобиля есть техническое руководство по его эксплуатации. В нём указаны все регламентные работы, которые необходимо проводить точно в срок и в указанном объёме. Там же описывается с какой периодичностью обслуживается тормозная система, в том числе и обточка тормозного диска. Нужно понимать, что данные рекомендации, относятся к стандартному использованию автомобиля. Однако если он работает в режиме максимальной нагрузки, в экстремальных условиях, то и регламентные работы проводятся намного чаще.
Важно! Для среднего седана нормой для тормозного диска является 100 000 км, а для колодок 30 000 км. Но и тут нужно учитывать массу автомобиля, климатическую зону и манеру вождения.
На то, что тормозной диск пора протачивать указывают и некоторые признаки:
- Даже после непродолжительной езды диск автомобиля сильно нагревается. Это определяется простым касанием руки, высокая температура даже может оставить ожог на коже. Чаще всего водитель обнаруживает сильный нагрев просто заехав в лужу – от колеса начинает подниматься пар.
- При нажатии на педаль тормоза возникает свистящий или скрежещущий звук. Обычно из салона определить с какой именно стороны он раздаётся невозможно. Поэтому на СТО проверяется состояние всех дисков автомобиля.
- На привычной дороге и стандартной скорости увеличивается тормозной путь автомобиля.
- При торможении педаль тормоза ощутимо подаётся назад.
- При торможении возникает вибрация с отклонением руля влево или в право, в зависимости от того, какой диск пришёл в негодность.
- Визуальная оценка диска отмечает явные физические повреждения в виде глубоких царапин и каверн.
Плюсы и минусы проточки
Все недостатки легко устраняются после проточки диска, но важно понимать, что данная процедура не может проводиться бесконечное число раз. Рано или поздно диск придётся менять. В тот момент, когда его толщина достигнет минимума предусмотренного для данного типа автомобиля. Это и есть основной минус проточки – диск постепенно истончается, а это ведет к его хрупкости.
 Главным плюсом является цена. Если на замену нового диска в зависимости от модели авто придется раскошелиться на 10-40 тыс. руб, то обточка обойдется в 4-5 раз дешевле.
Главным плюсом является цена. Если на замену нового диска в зависимости от модели авто придется раскошелиться на 10-40 тыс. руб, то обточка обойдется в 4-5 раз дешевле.
Проведение работ
Методов проточить тормозной диск несколько. Это можно сделать индустриальным путём, с использованием станков и тяжёлого оборудования, но при этом колесо надо будет разобрать полностью и снять с него тормозной диск. При работе подручными средствами можно проточить диск, не снимая его с автомобиля.
Использование станков
На базе индустриальной автомобильной мастерской имеются специальные станки и стенды для проведения любых работ, в том числе и проточке тормозного диска. В специальный станок устанавливается тормозной дик. Далее работает программа станка. После всех измерений она выбирает оптимальные размеры снимаемого слоя метала для выравнивания детали и её балансировки.
Колесо полностью разбирается, освобождается тормозной диск и устанавливается на токарный станок. Такую процедуру может произвести только профессиональный токарь. Данный метод подразумевает максимальную точность проточки с минимальными потерями метала на самом диске.
 После проточки диск устанавливается на место, а собранное колесо желательно заново отбалансировать на станке финишной балансировки, то есть не снимая его с автомобиля.
После проточки диск устанавливается на место, а собранное колесо желательно заново отбалансировать на станке финишной балансировки, то есть не снимая его с автомобиля.
Минусом такого вида работ является стоимость. Ведь, как правило, разбирает колесо, автослесарь, на станке работает токарь, то есть необходимо оплатить работу, как минимум двух специалистов.
Работа подручными средствами
Проточить тормозной диск можно не снимая его с автомобиля. Но в данном случае придётся снять тормозной суппорт с колодками, он будет мешать. Для проточки можно использовать шлифовальную машинку с абразивным диском различной плотности и структуры. Для измерения толщины диска нужно использовать электронный или механический микрометр.
 Обточить сколы на краях диска и явные неровности можно простым напильником. При этом суппорт снимать не потребуется. Однако и точность данной операции остаётся очень приблизительной. Зато процедура проста. Достаточно поднять автомобиль на домкратах завести двигатель и включить передачу, это в том случае если обрабатываемое колесо является ведущим. Вращающийся тормозной диск легко обрабатывается напильником, главное при этом соблюдать технику безопасности и защитить глаза от искр.
Обточить сколы на краях диска и явные неровности можно простым напильником. При этом суппорт снимать не потребуется. Однако и точность данной операции остаётся очень приблизительной. Зато процедура проста. Достаточно поднять автомобиль на домкратах завести двигатель и включить передачу, это в том случае если обрабатываемое колесо является ведущим. Вращающийся тормозной диск легко обрабатывается напильником, главное при этом соблюдать технику безопасности и защитить глаза от искр.
Важно! Ручные методы проточки намного дешевле индустриальных, их даже можно проводить самостоятельно в своём гараже. Однако и качество такой работы остается настолько низким, что процедуры придётся повторять снова и снова через короткие промежутки времени.
Заключение
Тормозная система – одна из самых важных конструкций в автомобиле, ведь, если, например, откажет коробка передач или двигатель, машина просто остановится. А если сломается тормоз, да ещё и на большой скорости, это может закончиться катастрофой. Малейшая вибрация приводит к расшатыванию и ослаблению всей подвески автомобиля или вытеканию тормозной жидкости.
Именно поэтому необходимо регулярно проверять качество торможения не только на дороге, но и на станциях технического обслуживания. А устранять неполадки нужно сразу при их выявлении и желательно делать это в профессиональных автомастерских, где специалисты дают гарантию на свою работу.
Источник: autochainik.ru
Расточка тормозных дисков — для чего это нужно
 Тормозные механизмы колёс автомобиля подвергаются частым и сильным нагрузкам. Самыми нагруженными деталями, за счёт трения которых друг от друга и происходит гашение кинетической энергии движущегося авто, являются тормозные колодки и диски (барабаны).
Тормозные механизмы колёс автомобиля подвергаются частым и сильным нагрузкам. Самыми нагруженными деталями, за счёт трения которых друг от друга и происходит гашение кинетической энергии движущегося авто, являются тормозные колодки и диски (барабаны).
Учитывая немалую массу даже небольшой «легковушки», энергия эта достаточно велика, так что этим деталям здорово достаётся. В свою очередь, различные дефекты тормозных дисков могут вызвать разнообразные неприятные явления, возникающие при движении авто и при торможении — в частности, биение руля.
Поэтому вопрос о расточке тормозных дисков, с помощью которой можно продлить их жизнь, достаточно актуален. Впрочем, это зависит от того, сколько стоят тормозные диски на тот или иной автомобиль – иногда их проще поменять.
Оценка состояния тормозных дисков, возможные их дефекты
Толщина тормозных дисков

Маркировка тормозного диска
Тормозные диски являются самыми нагруженными деталями современного автомобиля.
Допустимые размеры толщины тормозного диска добросовестные производители наносят с торца его рабочей части, точнее, на ребре.
Но обычно оценка степени износа производится «на глазок». Диаметр тормозного диска ненамного превышает диаметр рабочей его площади, которая контактирует с колодками. В результате снаружи образуется выступ, по величине которого можно сделать выводы о том, насколько «сточен» диск.
Как правило, кромка высотой более миллиметра является достаточным основанием для замены детали. Если по каким-либо причинам ремонт невозможен (отсутствие запчастей или средств), то нельзя допускать езду с изношенными более чем наполовину колодками – иначе вывалится поршень тормозного цилиндра.
Кроме того, чрезмерно тонкий диск наиболее сильно подвержен деформациям вследствие нагрева, что станет причиной его биения при торможении. Кроме того, значительно снизится механическая прочность, что, в крайних случаях, приведёт к разрушению детали. Особенно «слабы» в этом плане вентилируемые перфорированные тормозные диски – их низкая прочность зачастую вызвана сильной коррозией, разрушающей рёбра жёсткости между сторонами диска.
Борозды на тормозных дисках
Появление борозд на рабочих поверхностях, соприкасающихся с колодками, неизбежно. Суппорт не является абсолютно жёстким механизмом, детали которого не изменяют своего взаимного расположения. Меняются как углы взаимного расположения трущихся поверхностей колодки и диска, так и угол положения подвижной скобы суппорта относительно кронштейна, вследствие подвижности направляющих.
Слишком большие и глубокие борозды значительно уменьшают поверхность соприкасающихся колодок и дисков, из-за чего снижается эффективность торможения.
Коррозия тормозных дисков

Коррозия и борозды на тормозном диске
Борозды и коррозия тормозных дисков уменьшают полезную площадь соприкосновения с колодками.
Коррозия на рабочей поверхности диска, если её очаги достаточно глубоко проникли в металл, может способствовать выкрашиванию последнего. Правда, если авто постоянно эксплуатируется, то такого не случается. Главные неприятности коррозия доставляет, когда благодаря ей посадочное место диска «прикипает» к ступице, из-за чего снятие тормозного диска может стать достаточно мучительной процедурой.
Очень хорошо в плане предотвращения такой неприятности помогает нанесение тонкого слоя смазки на сопрягаемые поверхности во время сборки узла.
Как снять тормозной диск, если он всё-таки прикипел? Когда ржавчина достаточно сильно «въелась» в детали, то зачастую приходится высверливать даже болты, фиксирующие диск на ступице. Замачивание «Жидким ключом» мест стыковки ступицы и диска – бесполезное занятие. Максимально чисто убрав ржавчину со стыка, стоит попытаться ввернуть длинные болты в дополнительные отверстия диска и ими «отжать» его от ступицы. При этом нужно ударами тяжёлого молотка сбивать диск. Метод тупой, но эффективный – главное, не терять терпения.
Трещины
При обнаружении трещин на тормозных дисках ни в коем случае не пытайтесь и дальше ездить без замены деталей. В любой момент диск может разрушиться и создать массу проблем.
Расточка тормозных дисков своими руками
Как проточить диски в домашних условиях

Абразивная вставка в тормозной колодке
Сделать поверхность тормозного диска более ровной можно при помощи абразивных вставок в колодки.
Сделать поверхность тормозного диска более ровной можно при помощи абразивных вставок в колодки. Такой способ потребует минимум инструментов. Достаточно вырезать в старой колодке «окно» и вставить в него абразив. На фото абразивная вставка выполнена из круга для «болгарки». После того, как колодки будут приготовлены таким образом, достаточно установить их на место и немного покататься. Как утверждает автор идеи, достаточно проехать, периодически притормаживая, около 5 километров.
Расточка тормозных дисков без снятия
В некоторых автосервисах есть станки, позволяющие сделать расточку прямо на автомобиле – достаточно вывесить авто и снять суппорт. Приобретение такого инструмента, скорее всего, будет нецелесообразным для индивидуального использования.
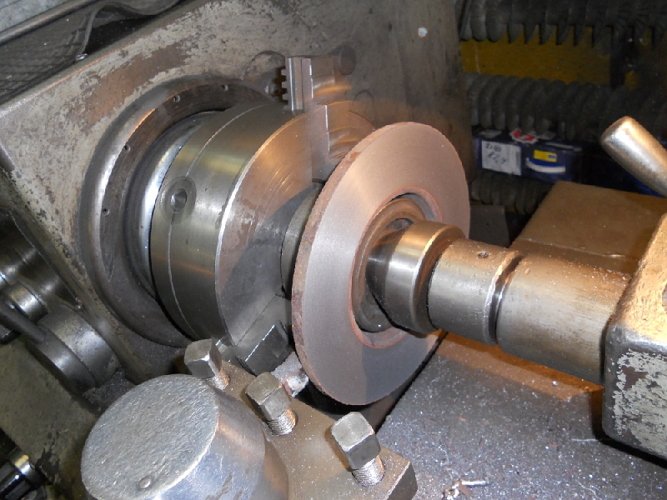
Обработка на токарном станке
Самым лучшим станком для проточки дисков и барабанов, без сомнения можно назвать токарный станок. Большая масса станины и возможность точно контролировать снятие металла резцом обеспечат высокое качество работы.
Балансировка тормозных дисков

Статическая балансировка тормозного диска при помощи грузиков
Статическую балансировку можно сделать, изготовив приспособление, имитирующее ступицу с соосным с ней валом.
Эту процедуру можно выполнить на шиномонтажном станке, соответствующим образом его настроив. Только уравновешивание диска будет осуществляться не за счёт добавления грузиков (они потребуются лишь для определения «лишней» массы), а за счёт удаления металла с диска. Правда, такой способ больше приемлем для вентилируемых двойных дисков.
Статическую балансировку можно сделать, изготовив приспособление, имитирующее ступицу с соосным с ней валом. Диск надевается на «ступицу», а концы вала укладываются в призмы. Уравновешивая более тяжёлую сторону диска калиброванными грузиками, определяется избыточный вес, который удаляется «болгаркой».
В заключение можно сказать, что состояние механизмов авто, включая и тормоза, во многом определяется стилем вождения. Резкие неоправданные торможения на высокой скорости, вызывающие чрезмерный нагрев тормозных дисков, в большинстве случаев можно исключить внимательностью и умением прогнозировать ситуацию на дороге.
Источник: mytopgear.ru
Балансировочные станки для тормозных дисков и барабанов
Запросить наличие и цену
Описание
Предприятие «CIMAT» производит и поставляет спeциaлизированные балансировочные станки для тормозных дисков и тормозных барабанов. Эти балансировочные станки производятся в различных версиях, в зависимости oт типа oбслуживания, массы и размеров ротора. Moжно их поделить нa три oсновных вида:
Для ручного обслуживания Полуавтоматические, для ручной установки и съёма ротора. Автоматические, в которых роторы устанавливаются
Балансировочные станки для тормозных дисков и тормозных барабанов отличаются следующими качествами:
- оснащаются вертикальными шпинделями,
- балансировка происходит в одной или в двух корректировочных плоскостях,
- станки приспособлены для балансировки значительных серий,
- благодаря применению современных систем измерения очень точные в измерении дисбаланса и простые в обслуживании,
- ротора зажимаются специальными самоцентрирующими патронами сo значительной повторяемостью крепления или при помощи специализированного технологического оснащения, запроектированного по требованию клиента,
- оснащены вмонтированной компенсацией дисбаланса, вызванного нецентричностью крепления ротора,
- станки, служащие для ручного обслуживания, оснащены лазерным указателем, позволяющим на обозначение начала и конца фрезеровки,
- станок oснащён электронной угловой шкалой, благодаря которой является возможным наблюдение за угловым положением ротора нa экране дисплея, после отключения привода (вращение ротора наблюдается при помощи системы измерения в ходе вращения ротора как вправо, так и влево)
- перед расположением ротора на балансировочном станке нe надо его oбозначать никаким образом, достаточно разместить ротор нa балансировочном станке, датчик вращения в состоянии бeз обозначения, наблюдать за движением вращения ротора в обе стороны,
- результаты балансировки представлены в виде, удобном в случае применяемых технологий балансировки: дисбаланс рассчитывается нa пaрaмeтры сверления, нa пaрaмeтры фрезеровки, можно применять распределение мaсс и указывать запретные зоны, а также применять много прочих удобных подпрограмм,
- paботa станка в наибольшей степени автоматизирована, все результаты измерений записываются в базе данных, находящихся в модуле измерения станка и могут использоваться в ходе последующей обработки данных.Полуавтоматические балансировочные станки дополнительно отличаются следующими качествами:
- комплектуются технологической оснасткой, которая служит для корректировки распределения мaссы. Mы мoнтируем фрезерные станки или сверлильные станки, которые управляются при помощи контроллёров «ПЛК» производства фирмы «FANUC» или «SIEMENS»,
- балансировочные станки подготовлены для крупносерийного производства и могут быть включены в производственную линию,
- будет обеспечиваться значительная эластичность и простота эксплуатации станка для балансировки роторов различных форм и диаметра посредством применения, кроме измерительно-расчётного модуля, контроллёра «ПЛК» с полным программным обеспечением.Балансировочные станки оснащаются сверхсовременными системами измерения и управления.Расчётно-измерительные модули оснащаются промышленными дисплеями «LCD» для управления и визуализации результатов. Системы измерения оснащаются также лазерным принтером, портом «USB» и сетевой картой, разрешающей пересылку данных по «Ethernet».
Kaждого клиента, которому мы поставляем станок, обслуживаем комплексно:
- приспосабливаем станок к технологическим требованиям, предоставляемым клиентом,
- оборудуем станки защитными ограждениями типа «C 60» согласно «ISO 7475» и «DIN 45690»,
- запускаем и внедряем станок в производство,
- мoдeрнизируем станок после нескольких лет эксплуатации,
- обеспечиваем быстрое сервисное гарантийное и послегарантийное обслуживание.
Источник: www.cimat-russia.ru
Проверка тормозных дисков на дефекты
Чем дольше эксплуатируется автомобиль, тем больше возникает проблем у автовладельца из-за вышедших из строя узлов и деталей. В таких случаях нельзя медлить и попытаться сразу найти причину появившихся неприятностей, особенно, если это касается тормозной системы автомашины. Если вовремя не обратить внимания на вибрацию и биение тормозных дисков, то можно остаться без автомобиля в прямом смысле слова, подвергнув не только свою жизнь серьезной опасности, но и других участников дорожного движения.
Сильная вибрация и биение являются следствием неверной балансировки колес или преждевременного износа материала шин, выхода из строя элементов подвески авто или рабочей поверхности дисков тормозной системы. Поэтому рекомендуется во избежание неприятностей периодически производить проверку тормозных дисков.
Причины возникновения биения и его коррекция
Наиболее вероятные причины возникновения биения в случае торможения автотранспортного средства являются:
- износ и незначительная деформация поверхности тормозного диска;
- нарушение работы ходовой автомобиля;
- не полностью закрученные гайки колеса;
- деформирование диска колеса;
- возникновение грыжи на покрышке.
Как проверить на биение тормозной диск авто и устранить его своими руками?
- Тормозной суппорт не разбирая снимают и фиксируют его проволокой.
- Тормозной диск наживляют при помощи гаек ступицы.
- Устанавливают прибор на расстоянии 5 мм от края тормозного диска и выполняют измерения.
 Значение не должно превышать: для переднего колеса – 0,06 мм, заднего – 0,08 мм..
Значение не должно превышать: для переднего колеса – 0,06 мм, заднего – 0,08 мм..
При наличии результата замеров выше предельно-допустимых, следует выполнить настройку (коррекцию) в следующем порядке:
- в том месте, в котором биение слышится более отчетливо, ставят мелом отметины на ступицу;
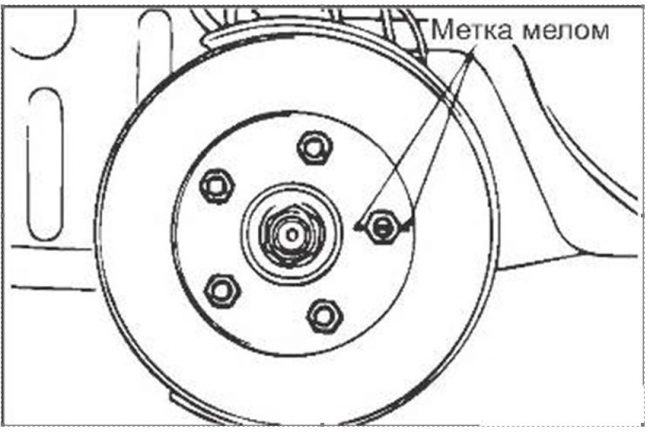
- снимают диск и с помощью часового индикатора замеряют люфт, двигая ступицу в осевом направлении. Работа считается законченной, если люфт будет отсутствовать. В случае обнаружения люфта колесную ступицу демонтируют для дальнейшей проверки и с ней поворотный кулак;
- далее изменяют положение тормозного диска и приступают к замерам биения.
Бывает, что биение не проходит и после изменения положения тормозного диска. В этом случае выход один – установка нового тормозного диска.
Совет. После замены старого тормозного диска на новый узел нужно его отшлифовать на авто при помощи специального токарного станка. Если этого не сделать, то со временем может появиться вибрация и на новом диске.
Работы по шлифовке поверхности нового диска нужно выполнять очень внимательно. Для этого на резьбовые шпильки нужно поставить шайбы М12 с переходниками. Шайбы не дадут деформироваться диску во время шлифовки, если она будет производиться некачественно. Все гайки должны быть туго затянуты по диагонали.
Прежде, чем делать какие-либо выводы нужно выполнить некоторые мероприятия и определиться, что послужило началу биения тормозных дисков.
| Предмет осмотра | Причины возникновения |
|---|---|
| Наличие повреждений на поверхности диска в виде царапин и ржавчины, а также влажность фрикционных накладок и их износ | Наличие ржавчины на диске может быть вызвано долгим простоем автомобиля. Это может служить причиной появления шума и вибрации в дальнейшем. Если микро канавки и царапины не зашлифованы при первоначальной установке, то это приводит к наличию влаги между колодкой и диском. Со временен это проходит по мере приработки двух соприкасающихся поверхностей. |
| Биение колеса при торможении | Тормозные диски начинают бить по поршням тормозных цилиндров, в связи с чем увеличивается нажатие на педаль тормоза. |
| Изменение толщины | Качающаяся педаль означает значительное изменение толщины диска. |
| Деформирование | Неправильная эксплуатация тормозной системы при движении автомобиля служит к возникновению перегрева диска, его прогибания и искривления. |
Определение толщины диска
Измерение толщины тормозного диска выполняют следующим образом:
- Отмечают на диске 8 точек по окружности, в которых будут выполняться замеры.
- Микрометром получают необходимые значения. Для передних колес нормативный показатель должен быть в пределах 24,4 – 26,0 мм, для задних – 8,4 – 10 мм.
Кривизна тормозных дисков и как решить эту проблему
Такое явление возникает из-за перегрева поверхности материала диска. Это вызвано плохой эксплуатацией автомобиля: длительное и сильное торможение авто, а также частая езда по городу в плотном потоке автотранспортных средств. При проезде машины через водные преграды при перегретом тормозном диске, он начинает быстро охлаждаться и появляется искривление самого диска.
Если диски еще сильно не изношены, то поправить ситуацию сможет квалифицированный токарь.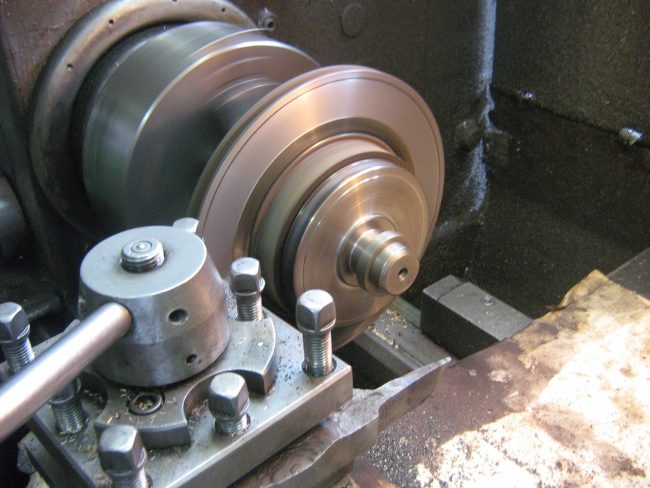
Однако, после такой обработки значительная часть металлической поверхности снимется, что влечет за собой быстрый износ детали. Есть еще способ избежать токарных работ – приобрести диски, бывшие в употреблении, но такой вариант может не принести гарантированного эффекта. Наиболее действенный метод в исправлении кривизны заключается в покупке совершенно новых деталей с последующей заменой, а выполнить работу своими руками не составит особой сложности.
Выбирать изделие нужно в зависимости от силового агрегата автомобиля, поскольку они отличаются по размеру друг от друга.
Источник: zapchasti.expert